One of the sectors that greatly depends on accuracy and product quality is welding. Any weld quality compromise, whether brought on by impurities or corrosion, might seriously jeopardise user safety.
Welding spatter, or the presence of microscopic droplets and indents close to the welded area, is a frequent problem in welding. Weld quality, the safety of the welding environment, and the effectiveness of the welding process can all be negatively impacted by these tiny drops.
In this reading, we’ll explore what welding spatter is, its causes, a diagram, and how to prevent it. We’ll also explore how to avoid it.
Let’s begin!
Learn about Tack Welding with this detailed guide!
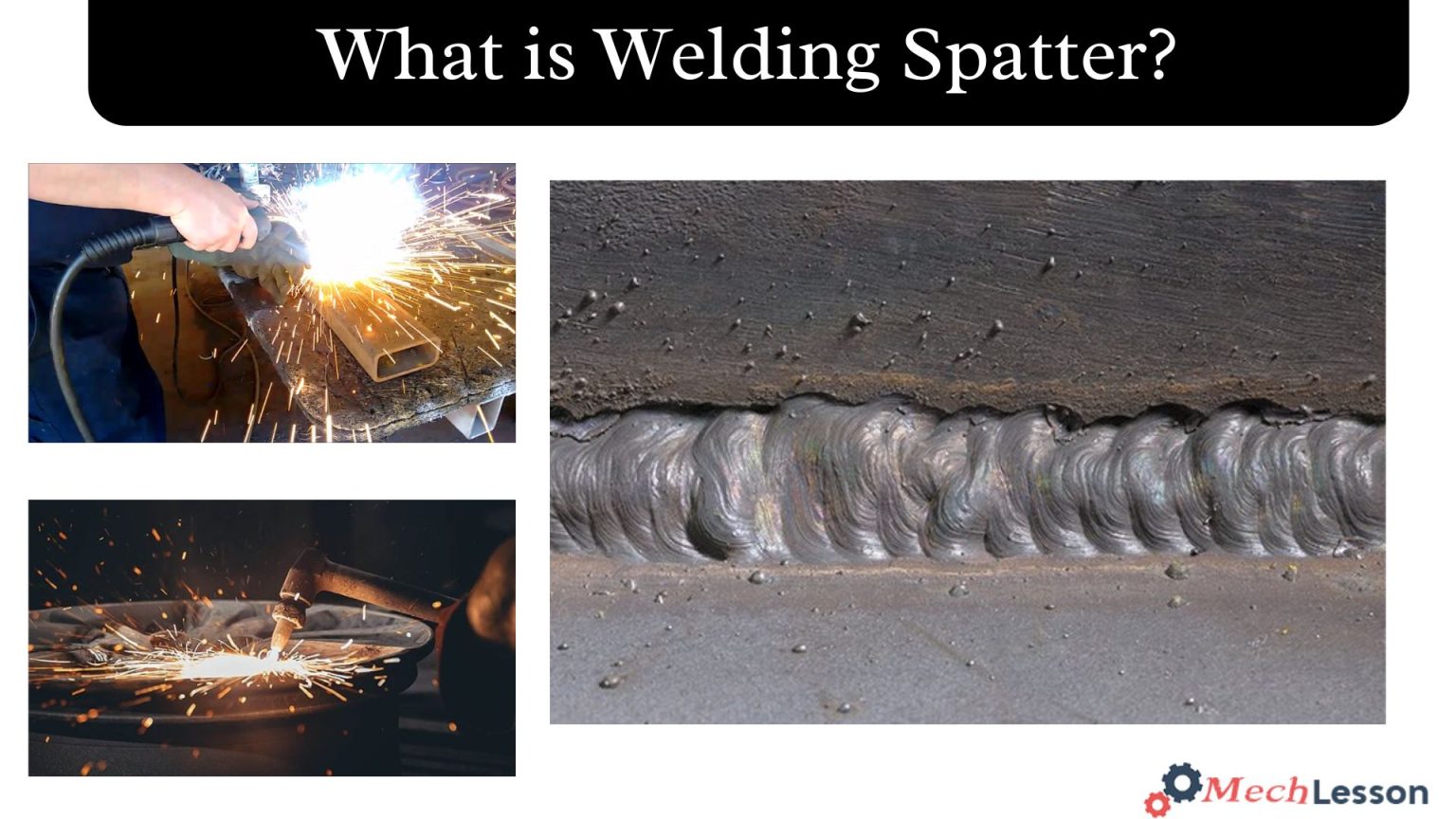
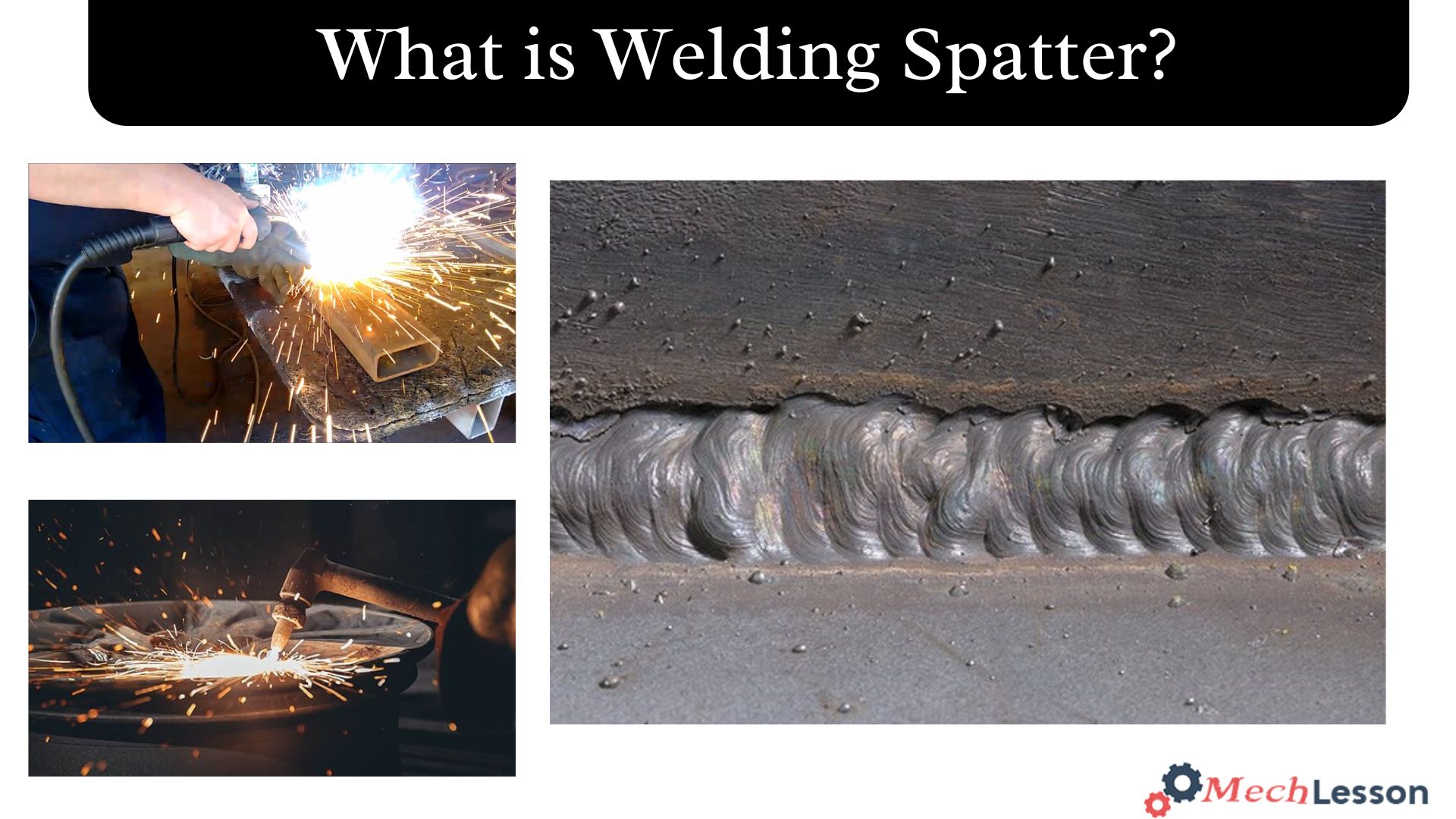
What is Welding Spatter?
Weld spatter is made up of molten metal or non-metallic substance droplets that are splattered or dispersed when welding. These little pieces of heated material may fly and land on the floor or workbench, or they could adhere to the foundation material or any nearby metallic objects.
They are easily recognised because, when they harden, they resemble little, spherical balls. Most often, gas metal arc welding (GMAW) produces weld spatter. Solid structures can be produced by recycling surplus weld spatters in a furnace. How much spatter is created depends largely on the quality of the material you are welding.
This includes the coating, the metal’s composition, and the surface’s cleanliness. Although it is impossible to totally prevent, you may greatly reduce the amount of scatter, which is a nightmare for many welders. Utilise the suggested remedies as you learn about each problem to lessen its impact and have a painless welding session.
Diagram
The Causes Of Welding Spatter
These are the main causes of welding spatter:
1. Metal Composition
Not every material can be welded together. Certain metals have parts that are difficult to weld. Few producers save costs by using less expensive additives. They could include impurities and pollutants that produce a lot of splatter.
Learn about Welding Bead with this detailed guide!
It’s crucial to use high-quality filler. Cheap and inferior coatings cause excessive spatter and have a major negative impact on the quality of the weld. The price of quality is high. To increase quality and reduce splatter, some financial investment is required.
Minimal spatter may be achieved by applying the proper material and coatings to the metal before welding. These surface-covering coatings include rubber, zinc, galvanised coatings, and others. In order to minimise spatter and ensure that fresh metal may be welded without contamination, the area to be welded should be gently ground to remove the coating.
2. Poor handling of welding equipment
Never leave welding equipment alone or uncontrolled. The new metal is quite likely to become contaminated. Oil, dust, and rust exposure can promote corrosion in the metal, which results in heavy spatter. For safer and more effective handling, the welding components should be cleaned and wrapped up after use.
3. Presence of Impurities
There will be less spatter if the weld is cleaner. One significant cause of splatter is dirt. The weld arc spits and splashes outside the weld zone if the base metal is not well cleaned or has scales, oil, or grease on it. Before beginning the manufacturing process, clean the base metal and the region that will be welded.
4. Parameters for welding
The parameters of the machine and the weld are important factors in creating spatter. Weld spatter happens when the voltage is too low or the amperage is too high. Additionally, weld spattering happens because of a lack of penetration and porosity if the electrode’s contact tip is farther from the workpiece.
For steady arc and smooth welding, which greatly reduce weld spatter, precise machine settings are necessary. Experience is the key to the precise settings. Setting charts and plans, however, can serve as a guide since real-world circumstances necessitate a few little modifications.
For fine-tuning and smooth welding with little to no spatter, the combination of amperage, voltage, and speed must be precise.
5. Issues with wire feed
Excessive splatter is produced by the spool of unclean or rusty wire feeding irregularly. An excessively quick wire feed disrupts the arc and produces a lot of weld spatter. Uneven wire feeding generates splatter and varies the amperage.
6. Roller handling and setting
The wire size must be taken into consideration while installing a driving roller. The wire feed will not be in tension if the roller size is not precise; instead, it will be loose and slide over the roller, causing current fluctuations and a lot of spatter.
7. Gas for welding
One of the factors that determines spatter is the shielding gas flow rate. In MIG welding, the CO2 gas serves as a shielding gas that stabilises the arc while also protecting your weld. The shielding gas over the weld region is interrupted by the cylinder’s incorrect gas flow.
The steady arc is disturbed, and splatter is produced when shielding gas is absent. The most effective gases for shielding are argon and carbon dioxide. For different kinds of welding, different combinations can be employed.
Learn about How to Prevent Porosity Defects In Welding? with this detailed guide!
8. Poor earth clamp connection
Splatter results from the arc fluctuating due to a loose earth clamp connection. Look for any loose connections on the machine and clamp. For stronger connections, position your clamp in closer proximity to the weld area.
9. Improper contact tips
Weld nozzles with enormous, loose, or worn-out contact tips are unable to conduct current effectively, which makes the arc unstable and causes spatter. Additionally, an oversized contact tip aperture can cause the wire electrode to lose touch with the tip, which results in spatter.
10. Incorrect torch angle
To enable the shielding gas to effectively protect the weld region, the torch angle should typically be 5 to 15 degrees from vertical. Trying to see the weld puddle makes it simpler to stray from the angle.
An excessive gun angle pulls the gas to one side while leaving the other side exposed, which eventually leads to weld porosity and spatter. If you drag too quickly, steep angles and some welding procedures might produce spatter.
How To Prevent Welding Spatter
Although spatter is unavoidable in some welding procedures, too much spatter can result in welding flaws that lower the quality of the weld. For the following reasons, it is crucial to avoid spatter:
1. Safety Risk: Welders and other operators in the vicinity may be seriously at risk from the hot and sharp weld spatter droplets. Burns and other serious injuries can occur from contact with the skin or eyes.
2. Poor Weld Quality: The tool and workpiece lose performance and longevity as a result of the tiny hot sparks adhering to them. When the splatter hits the base metal’s surface, it causes a poor surface finish and metal loss.
3. Higher Cleanup Costs: If a weld spatter appears, it needs to be physically cleaned or ground using grinding equipment, which prolongs the welding process and raises labour expenses.
4. Equipment Wear and Tear: Spatter causes wear and tear on welding equipment, such as tips, torches, and nozzles. This raises operating expenses by requiring regular consumable repair and replacement.
Maintaining good weld quality, lowering cleaning costs, extending the life of welding equipment, and protecting operator safety all depend on preventing spatter.
How To Avoid Welding Spatter
Here are several reasons why preventing spatter is essential:
- Clean base metal to eliminate contaminants, oil, or grease.
- Adjust welding currents to prevent rapid melting of welding wire, reducing spatter.
- Use appropriate shielding gas and maintain appropriate gas flow rates to prevent arc instabilities.
- Adjust wire feed speed to maintain a steady arc and wire bead.
- Move the weld torch slowly along the weld joint at the right angle to reduce splatter.
- Use the right welding method, maintaining hand stability, and a constant weaving motion to avoid spatter.
- Invest in premium welding supplies like wires, contact tips, and nozzles.
Learn about MIG vs Stick Welding: Choosing the Best Method for Your Needs with this detailed guide!
FAQs
How do you stop welding spatter?
Preventing welding spatter—why is it so important?
Ensure a constant current flow.
Ensure a constant wirefeed.
Choose the right shielding gas in the right quantity.
Select suitable wearing parts.
Apply the correct welding parameters.
Clean material.
Correct torch handling.
What is spatter?
Weld spatter is made up of molten metal or non-metallic substance droplets that are splattered or dispersed when welding. These little pieces of heated material may fly and land on the floor or workbench, or they could adhere to the foundation material or any nearby metallic objects.
How to prevent welding slag?
Slag can be avoided or reduced in the case of horizontal and flat welding, by using the drag technique, whereby the arc is kept on the leading edge of the weld puddle with a weld torch angle of 0-10°. With the push technique in the flat position, the risk of slag in welding increases.
What causes a spatter welding defect?
Common causes of weld spatter include:
Incorrect Voltage and Amperage Settings…
Improper Wire Feed Speed…
Poor shielding gas coverage…
Contaminated Welding surface…
Incorrect electrode angle…
Inconsistent Travel Speed…
Inadequate Welding technique…
Faulty Equipment.