The method of welding has been around for a while and continues to be useful now. Many different kinds of welds exist, and producers frequently choose the type of weld based on the nature of the project. Tack welding is a very important form of welding.
In this reading, we’ll explore what tack welding is, its diagram, procedure, types, and how it works. we’ll also explore the advantages and disadvantages.
Let’s begin!
What is Tack Welding?
Tack welding is a short-term welding technique that joins metal parts using a very brief arc and low heat prior to the final welding. Assuring that metal components don’t shift before the sheet metal welding process is finished makes welding easier. The ability to weld to specifications would be impossible without this procedure.
Accurate welding would be difficult as well. Holding the components in position while they are being welded is its function. This keeps the alignment, distance, and placement stable until the last welding.
To put it another way, tack welds are short welds that serve as fixtures while workpieces are being assembled. Additionally, it must be robust enough to withstand significant strains.
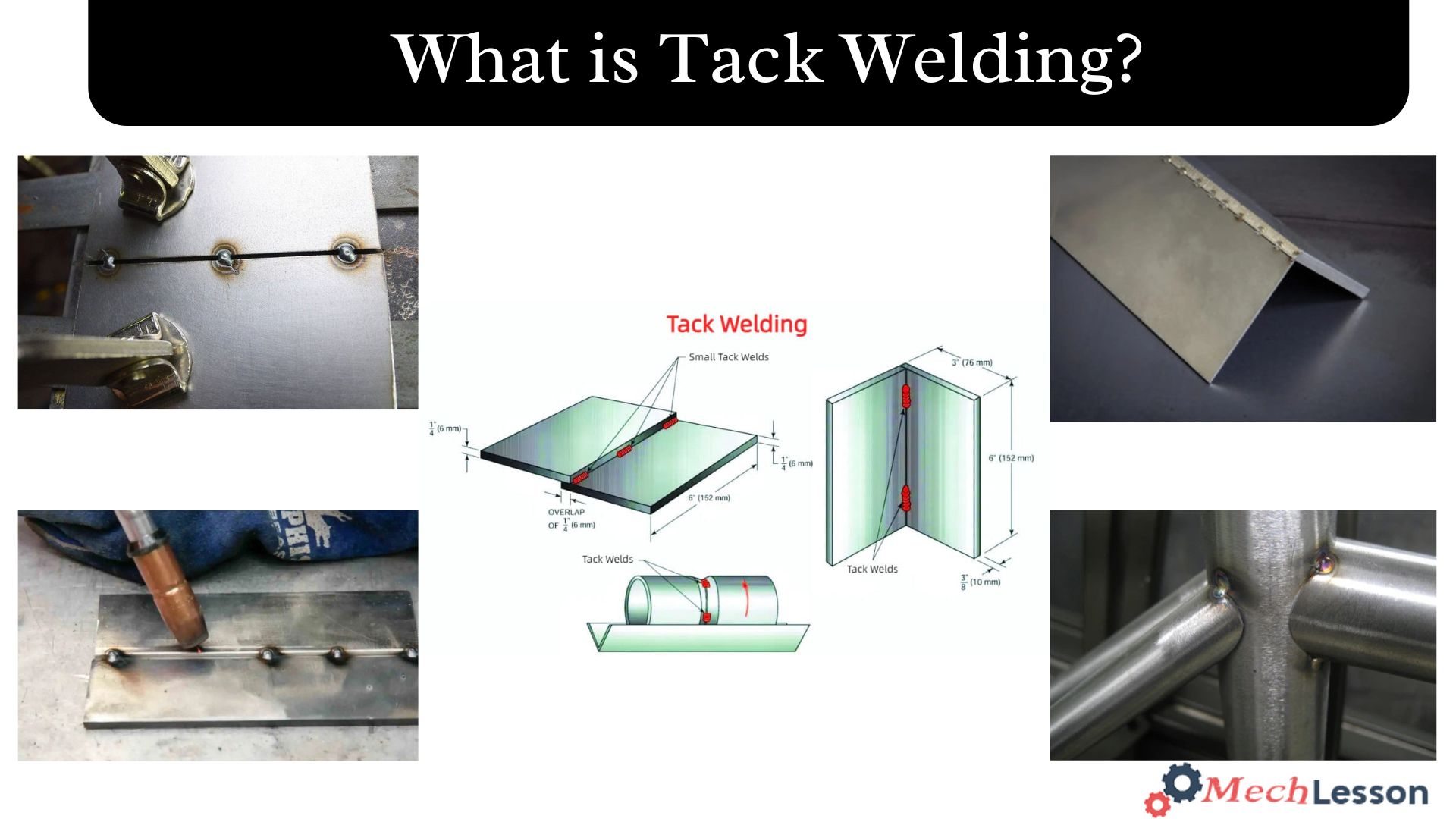
Diagram
Tack Welding Procedure
These are the following Tack Welding Techniques:
- Gather clean materials: Use a wire brush or grinder to remove dirt and rust.
- Clamp materials: Use clamps or other equipment to secure parts during welding.
- Determine the location and size of tack welds: Consider materials and shape.
- Set up welding apparatus: Use a welder and gas, and add necessary accessories.
- Apply tack welds: Apply at predetermined points along the joint, ensuring perfect alignment.
- Inspect tack welds: Ensure they are firm and sound, and make necessary changes or re-welding.
- Proceed with final welding: Start final welding when tack welds are in place and all parts are properly aligned.
Types Of Tack Welding
There are different 5 types of tack welding that welders use and their purpose.
Standard Tack Weld:
When considering support for the final weld, a standard tack weld is the best option. Frequently, this kind of weld is sufficiently large to support the weight of the welded materials without splitting. However, it’s also crucial to avoid making them too big so the finished weld can eat them.
Welding Bridge Tack:
Welders employ this kind of tack when there is a gap that needs to be filled by a weld after materials come together naturally. Frequently, this discrepancy results from supplier material distortion or errors made during material cutting.
Here, using a bridge tack entails alternating between putting tiny tacks on each component. By allowing one side to cool before re-tacking, alternate tacking aims to achieve this. Nevertheless, because they are very simple to trigger, this tacking technique is most effective when used with flux-cored or mig and tig welding.
Tack Thermit:
Thermit tack is a mixture of iron oxide powder, aluminium powder, and pure magnesium metal. This combination frequently produces a reaction that is extremely hot—above 4,000 degrees Fahrenheit.
Hot Tacking:
Hot tack is the best option when contact between weld component components is crucial, but other reasons hinder it. Excess filler metal is deposited in the space between metal components during the hot tacking process. The goal is to fill the metal gap with the weld.
Although this kind is comparable to bridge tacking, it differs greatly in that the welder bridges the pieces with a weld and then employs a sledgehammer to strike the parts into position.
Tack Ultrasonic:
Using an electric or gas welding machine to create a tack is known as an ultrasonic tack. At ultrasonic speed, this welding produces several tiny pushes or pulls that pass through the portions the welder wishes to weld. Then, by forcing welding wire into a base metal with sufficient force, welders produce molten material that fuses the components.
How does Tack Welding Work
Through the use of locally heated work pieces, electrodes aid in the joining of the metals in this process. Heat and pressure are used in this welding technique, just like in others. Small tack welds placed throughout the component metal components are essential for a good tack weld.
Before final welding takes place, a little tack helps keep workpieces from warping and overheating. Workpieces are kept clean by these welds, which are typically less than 1 inch long and between ½ and ¾ inches. They are also perfect for low-volume manufacturing operations, where they frequently serve as fixtures.
Advantages of Tack Welding
The following are the main advantages of tack welding:
- It enables design testing before permanent connection.
- It is an easy and time-efficient process.
- The cost-effective, avoiding expensive filler materials.
- It maintains the moveability of tacked parts without redoing welds.
- It helps stabilise parts difficult to stabilise with hands or work clamps.
Disadvantages of Tack Welding
Here are the following disadvantages of tack welding as follows:
- Weakness and short lifespan.
- Its difficulty in achieving required heat on large parts or near-edge areas.
- The high cost with exclusive filler wire use, especially when scrap wire is unavailable.
- Its requires significant focus to avoid joining incorrect parts.
- Large welding can make final welding more challenging due to the grinding down of large parts.
FAQs
What is a tack weld?
Tack welds are small and temporary welds that hold parts together ready for final welding. Using tack welds means that fixtures may not be required to hold parts together to create a finished weld.
What is the difference between tack welding and spot welding?
Tack welding forms a temporary pre-weld, whereas spot welding is a method used to fuse two metals together permanently. Tack welding uses filler material when joining metal pieces, whereas spot welding is carried out through a combination of electrical current and pressure being applied to the metals being fused.
What is the purpose of tacking?
Tacking is used for a variety of reasons, such as holding a seam in place until it is sewn properly or transferring pattern markings onto the garment. Tacking is typically sewn using a specialised tacking thread, which may snap easily in order for it to be easily removed from the garment when necessary.
What are the problems with tack welding?
Poorly applied tack welds are frequently the cause of entrapped slag, porosity, lack of full penetration, leaks and cracks. This is why the ASME code requires tack welds to be procedure and performance qualified and incorporated into the controlled manufacturing system of the manufacturer for any code fabrication.