In order to somewhat reinforce the seam, more metal in the shape of a wire rod is often added to the molten metal, unless the material is extremely thin. The area where the connection is produced will be as strong as the base metal itself if the weld is done properly.
In this reading, we’ll explore what aluminium gas welding is, its diagram & how to perform it.
Let’s begin!
Learn about Three Types of Gas Welding Flames and Their Uses with this detailed guide!
What is Aluminium Gas Welding?
The most popular gas welding techniques for aluminum and aluminum alloys are oxyacetylene and oxyhydrogen. The same tips that are used to ignite acetylene may also be used to ignite hydrogen with oxygen. Larger tip sizes are necessary, though, and the temperature is lower.
The temperature of the ensuing flame reaches 6300 degrees Fahrenheit (3482 degrees Celsius) when acetylene and oxygen are combined in the proper ratios and ignited. This is strong enough to melt all commercial metals entirely, causing the metals that need to be bonded to flow together to create a full connection by hammering or mechanical pressure.
Iron, steel, cast iron, copper, brass, aluminium, bronze, and other alloys are among the metals that may be welded using an oxy-acetylene flame. Annealing, case hardening, and metal cutting are more applications for the oxy-acetylene flame.
Aluminum Gas Welding Process
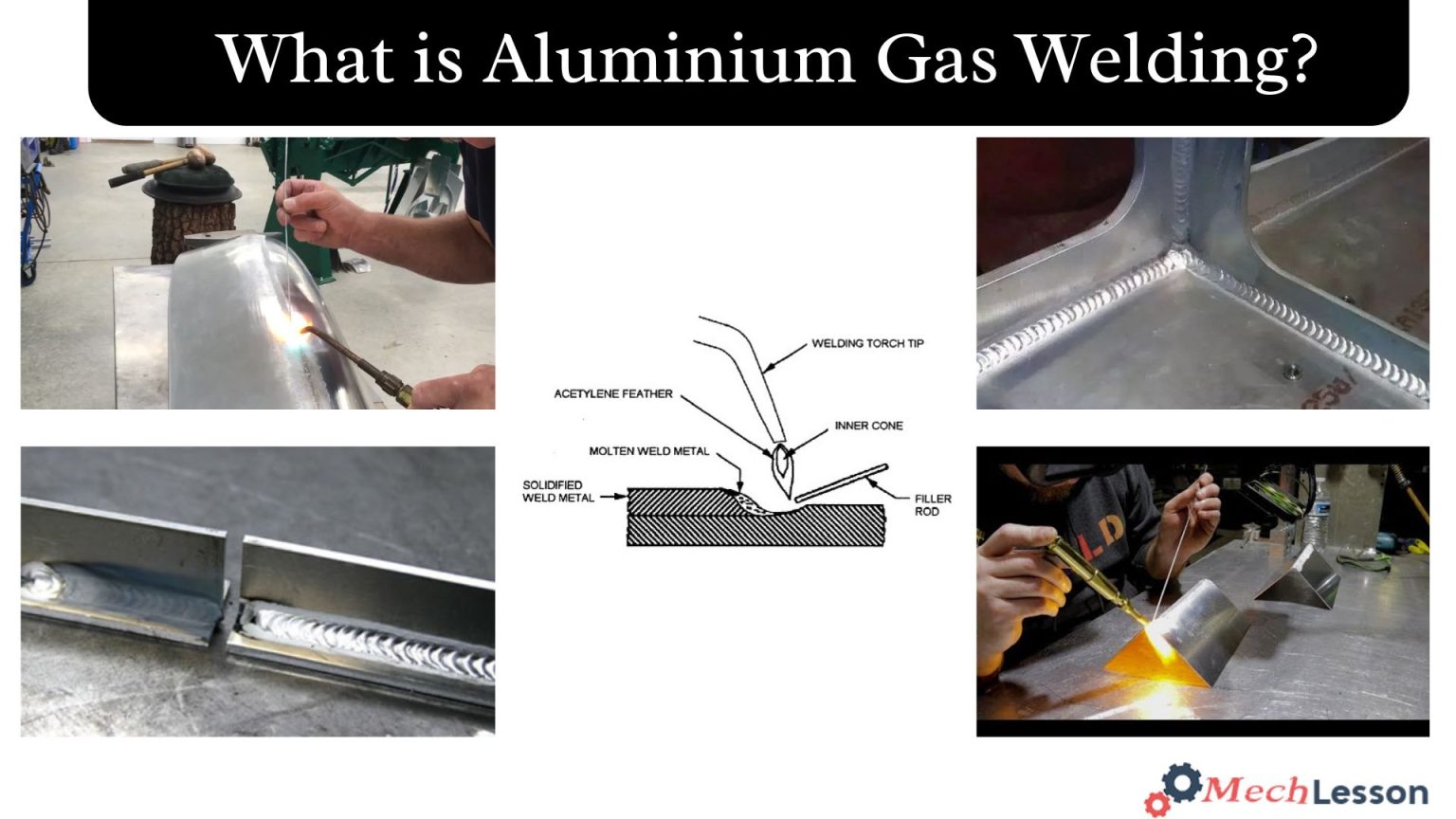
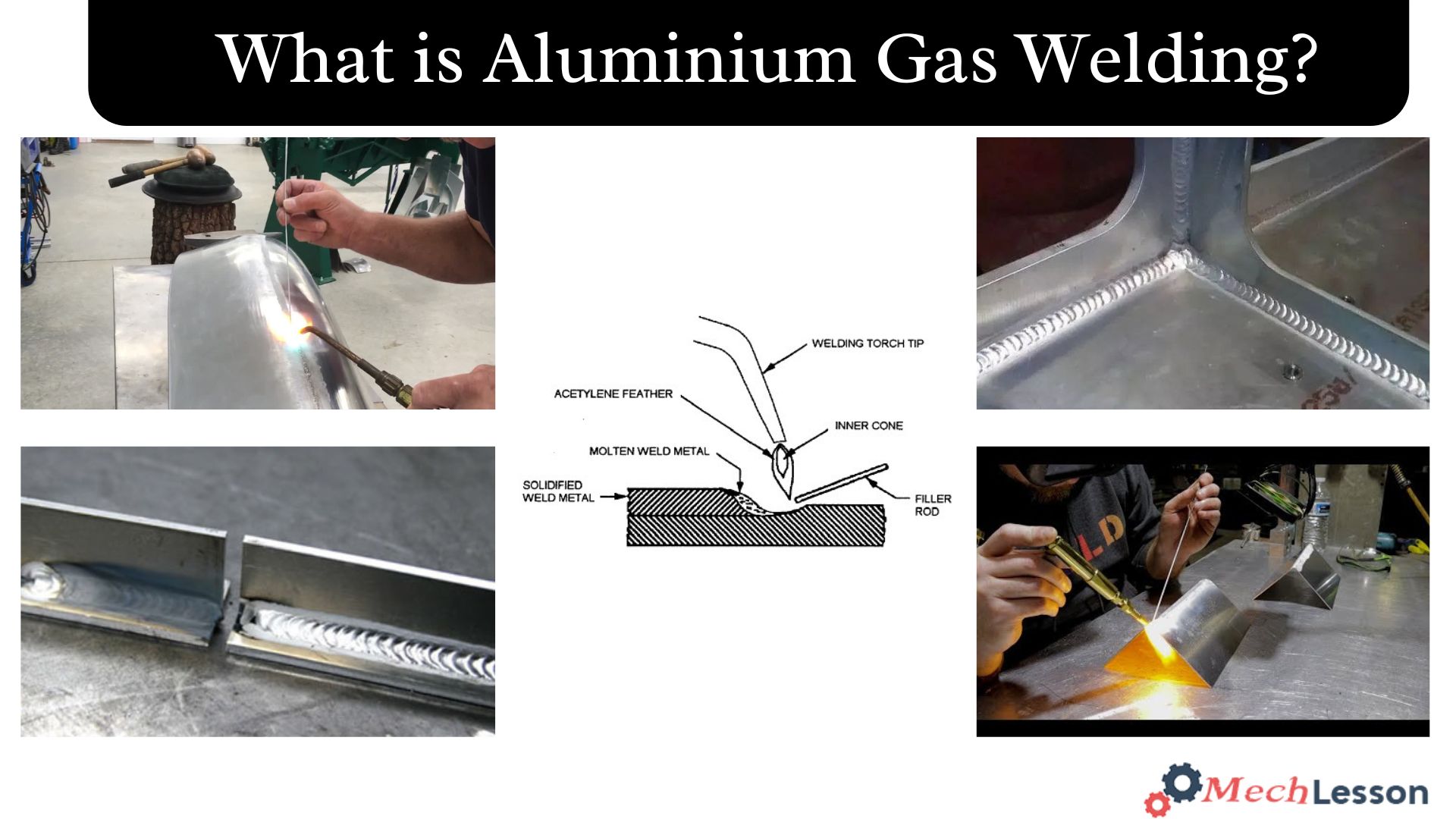
Gas Welding of Aluminium, this is by following the appropriate preparation, fluxing, and preheating of the material to be welded; the flame is passed over the starting site in tiny circles until the flux melts. At intervals of three or four seconds, the filler should be scraped across the toe’s surface, enabling the filler rod to emerge from the flame each time.
When to begin welding without overheating the metal is indicated by the scraping action. Prior to applying the filler rod, the base metal needs to be heated. Because the flame preheats the region to be welded, forehand welding is typically thought to be the best method for welding aluminum. The only torch movement required for welding thin metal is advancement.
Smooth lateral movement of the torch is necessary for materials that are 3/16 in. (4.8 mm) thick and thicker. By doing this, the weld metal is dispersed over the weld’s breadth. The flux will remove oxide with the help of a gentle back-and-forth motion.
The welding rod should be taken out of the weld puddle using a forward motion after being dipped into it on a regular basis. This stripping procedure helps the flux remove the oxide deposit, stops porosity, and closes the puddle.
Learn about Fricton Stir Welding with this detailed guide!
Diagram
Learn about Gas Welding with this detailed guide!
Weld Preparation & Treatments
Prior to welding, the base metal should be cleaned.
When welding aluminium, proper cleaning procedures are always crucial. The degree of cleanliness and metal preparation needed for welding is determined by the desired level of weld quality. When fabrications must satisfy the weld quality standards of manufacturing codes like AWS D1.2, proper preparation before welding is crucial.
Compared to steel, aluminium is much harder to weld with high quality. Compared to steel, aluminium is far more likely to have quality issues such as porosity, lack of penetration, and lack of fusion.
Aluminium’s rough oxide surface coating needs to be managed since it may cause fusion issues. Aluminium’s strong heat conductivity may make penetration issues difficult. Because hydrogen is very soluble in molten aluminium, it can cause porosity issues and necessitates the removal of any moisture and hydrocarbons prior to welding.
Controlling the oxide film’s thickness on aluminium is necessary to keep it from hydrating from too much moisture.
Weld Backing
Typically, copper, anodized aluminum, stainless steel, or other ceramic materials are used to make temporary backing strips. They are taken out after welding and are used to regulate penetration. The backing material must be kept from melting into the weld puddle.
The alloy used to make permanent backing strips is always the same as the base metal that is being welded. For information on how to remove the backing strip, see AWS D1.2. Temporary supporting material usually does not require a root opening. When permanent backing material is being used, a root opening is usually utilized.
Temperatures for Preheating and Inter-Pass
When welding base metals of different thicknesses, preheating can help lessen the thermal impacts of section size. Preheating and inter-pass temperatures above 250° F (121° C) should not be applied for longer than 15 minutes to heat-treatable base metals or 5xxx base metals that contain more than 3% Mg. Consult AWS D1.2.
Learn about 4 Different Types of Mig Welding Gas with this detailed guide!
Post-Weld Heat Treatment and Age
The mechanical characteristics of heat-treatable aluminum alloys are significantly reduced in the heat-affected zone during welding. After welding, post-weld aging can restore a significant portion of the original strength if the base metal is in the -T4 temper.
After being welded in the -T6 temper, the base metal can be aged and solution heat-treated to return to the -T6 temper. Issues may arise from post-weld heat treatment and aging, depending on the type of filler metal used for welding.
The weld junction may have mechanical characteristics that are inferior to those of the base metal if the filler metal reacts differently to heat treatment and aging than the base metal. This is not a desired state because of stress concentrations in the weld itself.
Thus, the choice of filler metal is crucial if post-weld heat treatment and aging are used. For metallurgical guidance on the optimum filler metals for your application, get in touch with Hobart.
Welding Rules for Oxyacetylene
- Open the oxygen bottle and crack the Acetylene.
- Set regulators to equal pressures, with smaller tips needing lower pressures.
- Choose a torch tip larger than steel, moving up from a 00 tip for a.040 steel sheet to a 0 tip for a.040 aluminium sheet.
- Clean the material with solvent, lacquer thinner, or alcohol if oily.
- Flux the rod or wire, or part, or both, with a white powder mixed with water or alcohol.
- Adhere to safety precautions like eye protection, adequate ventilation, and fume protection.
- Choose the appropriate filler metal for the alloy to be welded.
Learn about MIG vs Stick Welding: Choosing the Best Method for Your Needs with this detailed guide!
FAQs
Can aluminium be gas welded?
The gas for aluminium welding can be argon or helium. These two gases are used pure or mixed. Pure argon is the most popular.
What type of welding is best for aluminum?
Gas Tungsten Arc Welding
Gas Tungsten Arc Welding (GTAW)/ TIG
This is the most common method of welding aluminium. It is also known as Tungsten Inert Gas welding. This method doesn’t require mechanical wire feeding, which saves you the problems that come with feedability issues.
What gas to use when welding aluminium?
Argon shielding gas
Most aluminium wires require 100% Argon shielding gas (as opposed to Argon “mixed” gas – such as Ar+CO2 – which is frequently used for welding steel).
Can aluminum be friction welded?
Friction stir welding (FSW) is a patented joining process, which was invented at TWI ten years ago [1,2] . A wear resistant rotating tool is used to join sheet and plate materials such as aluminium, copper and lead.