MIG welding process requires welding wire, and there are wide variety of MIG welding wire that may be used for any purpose you may have in mind. you can hoose from the best welding wire available online now, including flux cored, stainless steel, aluminum, mild steel MIG, and copper coated welding wire.
Well in this reading, we’ll explore what MIG welding wires are, their materials, specification, types, Its diagram & sizes. We’ll also explore some factors to consider when choosing a MIG welding wires.
Let’s begin!
Read about Wire Rope with this detailed guide!
What is MIG Welding Wire?
Gas Metal Arc Welding (GMAW), commonly referred to as MIG (Metal Inert Gas) welding, is fundamental to the welding industry. The welding wire is the primary component that establishes the properties and caliber of the weld.
These cables may be categorized in an organized manner using the AWS classification system, which guarantees welders have a clear reference for choosing them.
Common Materials Of MIG Welding Wire
When selecting MIG welding wire, take the material to be welded into account. Use the appropriate wire for the material, such as aluminum alloy wire for aluminum and stainless steel wire for stainless steel.
Choose the welding wire appropriately since the type of metal has an impact on the quality and strength of the weld. To get strong and dependable welds, always take the material being welded into account while choosing MIG welding wire.
The welding technique also affects the kind of MIG welding wire you use. For best outcomes, certain wire kinds are needed for certain welding gun techniques. Whether you are utilizing flux-cored arc welding (FCAW) or metal inert gas (MIG) will determine the wire selection.
Every technique has different needs, and choosing the appropriate MIG welding wire type for your technique is essential to producing strong, long-lasting welds.
It’s critical to realize that the particular welding technique being used might have an impact on the properties and functionality of the MIG welding wire. Making sure you use the right kind of wire for your chosen technique is crucial for effective welds that satisfy your quality requirements, whether you’re using flux-cored arc welding (FCAW) or metal inert gas (MIG).
When selecting MIG welding wire, take the material’s thickness into account. More heat and weld penetration are needed for thicker materials. In order to supply adequate filler metal for the weld, bigger materials often require a thicker MIG wire diameter and a higher voltage setting.
Less heat is required for thinner materials to prevent warping or burn-through. To improve control over the weld pool and avoid excessive heat input, use a smaller MIG wire diameter and a lower voltage setting for thinner materials.
Adjusting the MIG welding wire to the material’s thickness lowers the possibility of flaws like excessive spatter or lack of fusion while ensuring correct fusion and strength in your welds.
Selecting the appropriate MIG welding wire also heavily depends on the welding environment. The welding process can be impacted by variables like the presence of oxygen, nitrogen, and other atmospheric components.
For example, flux-core wire is frequently used over solid MIG welding wire when welding outside or in drafty environments because it offers superior protection against air contamination. Maintaining the quality of the weld also requires enough ventilation and a clean work space.
Furthermore, the performance of some MIG wire types might be affected by the humidity levels in the welding environment. To get the best weld outcomes, high humidity may necessitate modifying the voltage settings and gas flow rates.
Read about Lead with this detailed guide!
Think about the needed weld strength before choosing the MIG welding wire. The application and type of material being welded determine the strength.
The particular needs of your project must be taken into consideration when evaluating factors like tensile strength, yield strength, and elongation.
You may select the best welding wire to achieve the required weld strength by being aware of these criteria. A weld’s overall performance in many applications is greatly influenced by characteristics including ductility, toughness, and hardness.
To guarantee the best possible weld quality and longevity for your projects, it’s critical to choose a welding wire that meets these requirements.
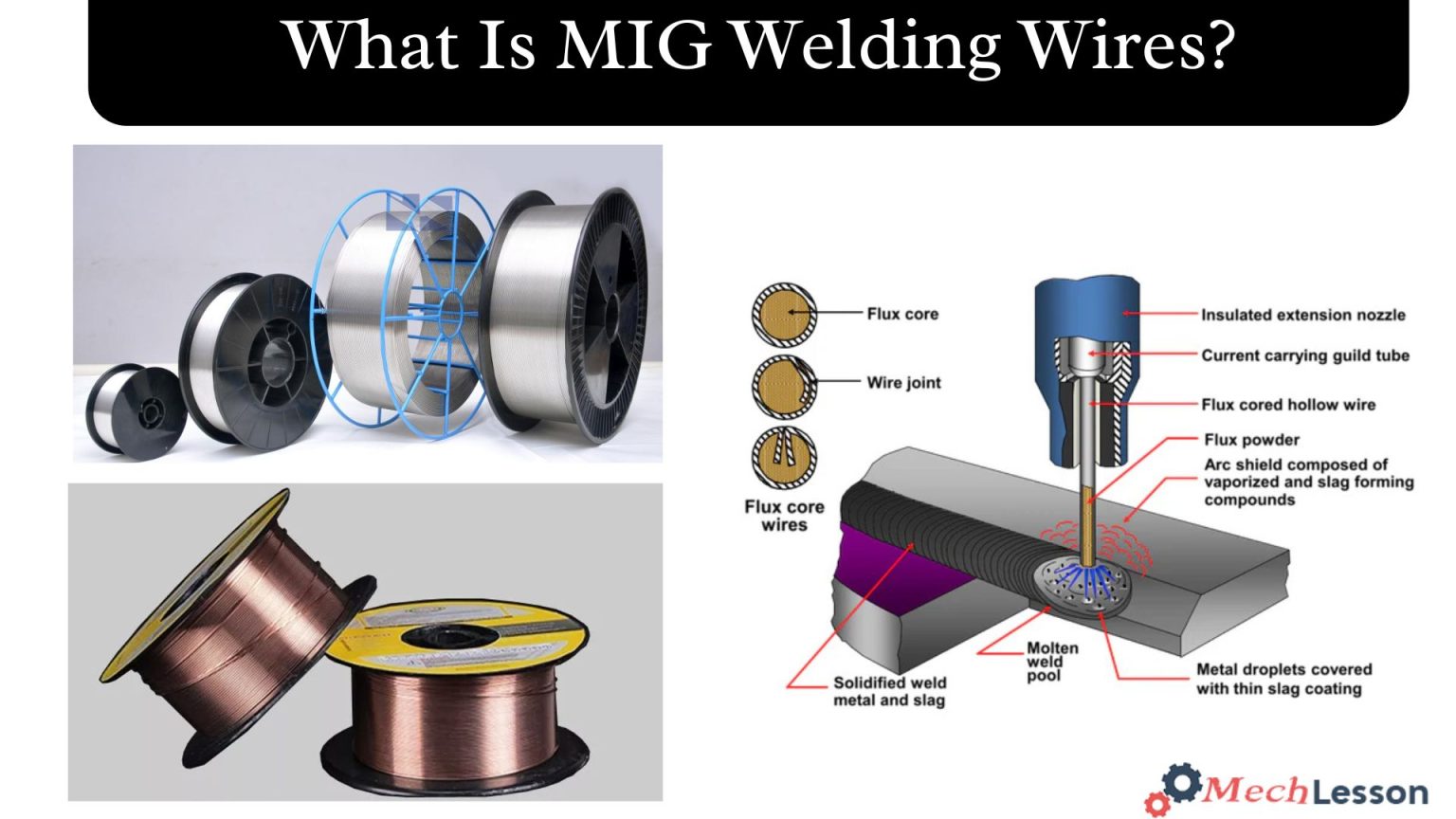
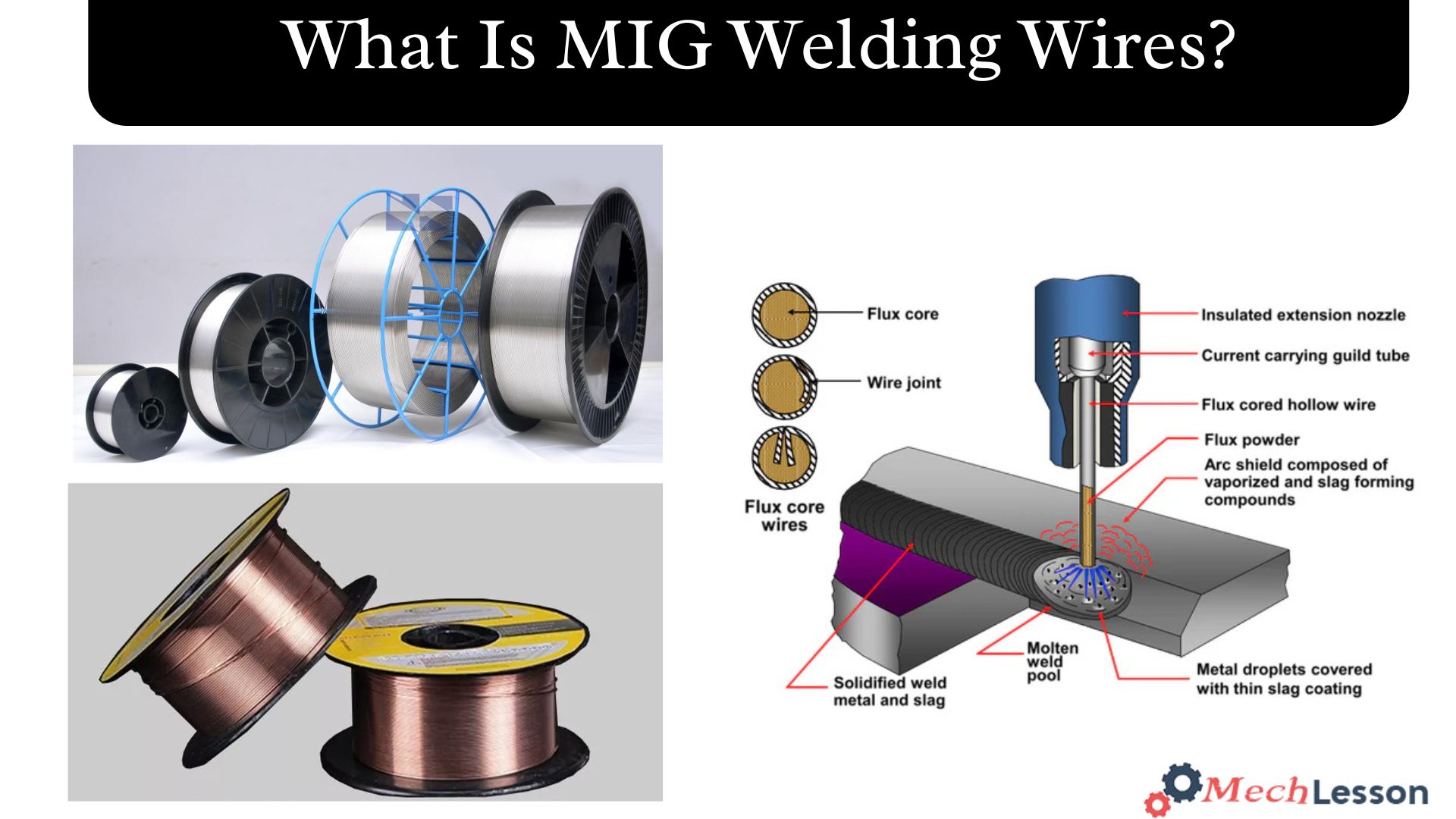
Diagram
Types & Specifications
These are the following types of MIG Welding wires, specifications & size chart.
Read about copper with this detailed guide!
1. MIG Welding Wires:
MIG Welding Wires Stick electrodes and filler rods are not used in Gas Metal Arc Welding (GMAW). Instead, a spool of metal wire contains all the materials you need to deposit a weld.
This type of welding, more often referred to as MIG, uses a gas tank, usually filled with argon or CO2, to act as a shield while the wire melts into the base metal. It is currently the most widely used method for product manufacture and structural welding.
A wire feed mechanism pushes the wire out through a brass nozzle when a welder presses the trigger on his MIG gun (shown below). This makes it possible to see what’s occurring inside the joint with unhindered clarity and precise accuracy.
Eastwood Mi 180 torch in the tweco design
Compared to SMAW, welding out of position is more simpler. Additionally, you don’t need to stop and reload very often because the spool can carry around a mile’s worth of wire. (Incidentally, MIG is an acronym for “metal inert gas.”
However, it would be more correct to refer to the utilization of CO2 and O2 as metal active gas (MAG) because they are reactive gases.
Classification of Wires
In the GMAW process, there are two consumables to take into account: the wire and the gas. Similar to stick electrodes, the American Welding Society oversees a categorization system for the many types of MIG wire that are available. Although it is almost the same, the American Society of Mechanical Engineers also has a code. AWS A5.18 is the AWS code for solid steel wire.
The following is what the ER70S-6 classification number for a typical mild steel wire means:
Electric Rod 70 (ER) is a two- or three-digit number that, when multiplied by 1,000, indicates the weld metal’s minimum tensile strength in pounds per square inch (PSI).
S stands for solid wire.
6-This number, which occasionally has a letter appended, denotes the presence of chemical additives in the wire that might change the machine’s polarity setting.
When welding on rusty or unclean steel, the number six here means that extra deoxidizers have been applied to the wire.
ER70S-3 is the other type of general-purpose carbon steel wire. This one is generally applied to clean or fresh steel because it lacks the additional chemicals. The two most often used aluminum MIG wires are ER5356, which is tougher and has a higher tensile strength, and ER5056, which is soft and has good ductility.
ER308, ER316, and ER308–L are some of the designations for stainless steel MIG wire. Low carbon, denoted by the letter L, offers further resistance to corrosion.
Wire Diameter
To buy this consumable, you need to know two more details once you have decided on the sort of wire that will work with your welding equipment. The wire diameter, which is often expressed in thousands of an inch, comes first. 0.35 and 0.45 are the most often used diameters for welding on sheet metal.
Chart for choosing MIG wires
- MIG View the full-size wire selection chart here.
- Quantity of Wires
- Your final choice when buying MIG wire is how much wire to buy and how to store it.
Read about Brass with this detailed guide!
For example, Lincoln Electric sells ER70S-6 in 1,000-pound drums or 44-pound spools.
Which choice is used will obviously depend on the welding machine’s wire feed system. (As you can see in the picture below, a modest non-industrial MIG machine utilizes a considerably smaller spool.)
Additionally, MIG wire may be obtained in “TIG cut lengths.” The three-foot strands used in TIG welding are referred to here. In this instance, diameter measurements are expressed as standard TIG rod sizes, such 1/16 or 3/32, rather than in decimals.
Configuring the Wire
It is worthwhile to copy the table below for reference as it is frequently included in consumable spec sheets. Depending on the welding process, it tells you the gas you need and how to adjust the settings on your equipment.
2. Flux-Cored Wire
A MIG welder may avoid using the CO2 or argon tank and weld without the gas by using “cored” wire. This is because the components in the wire core work to protect the weld pool.
Similar to stick rod coatings, the shielding gas tank is replaced with a flux agent in the wire’s core. This is especially useful while welding outside since a compressed gas can be dispersed by a strong breeze. Formally, the procedure is called Flux-Cored Arc Welding (FCAW).
Additionally, a welder may utilize bigger diameter wires and greater amperages using flux-cored wire than with solid wire. The procedure is widely utilized in outdoor structural welding. Cored wire is far more expensive than solid MIG wire, but it eliminates the need to wait for the wind to subside or deal with gas tanks.
Flux-cored wire is thin enough to blast out of a MIG gun even with the shielding additives. Furthermore, the slag produced by the SMAW process is a small portion of the slag that comes with those materials.
Lincoln Electric sells regular flux-cored wire under the brand names Innershield and Self-Shielded. (Hence, the technique is officially termed as FCAW-S when no gas tank is employed.)
Types of Flux Core Wires
Fortunately, there aren’t many differences between the MIG solid wire code and the AWS standard for carbon steel flux-cored wire (AWS A5.20).
- For any flux-cored wire, the number starts with an E (for electrode) rather than ER.
- Additionally, you will see either a T for tubular or a C for “composite” wire in place of a S for solid wire.
- One type of general-purpose flux-cored wire is E70C-6.
- Tensile strength, increased by 10,000 (rather than 1,000 in the case of a non-cored MIG wire), is what the number 7 in the categorization means.
- The welding position is denoted by 0. (A zero indicates that the wire is only suitable for flat or horizontal welding.)
- Lincoln Electric’s Innershield 232, also known as NR-232, is one of the most widely used flux-cored wires in building construction and complies with AWS E71T-8.
- The wire can be utilized in all places, as indicated by the number 1. Low hydrogen is indicated by an 8. This reminds me of the standard stick electrode E7018.
Because of its chemical makeup, which satisfies seismic standards for earthquake zones like California, NR-232 is widely used. The wire’s disadvantage is that it is more challenging to deal with than wires with lower seismic toughness. The suggested settings for NR-232 are listed in the chart below. “NR” is easy to remember since it sounds like “inner” when said aloud.
The wire’s diameter is indicated by the number.068 on the chart. The polarity is DCEN, as you can see. “Contact tip to work distance,” or CTWD, is a designation that influences the amount of current flowing through the joint. The buyer can determine how much wire will be required for a project with the use of the “deposit rate.”
Innershield 232 specs
Combining Flux-Cored Wire With Shielding Gas
Since both the flux components and compressed gas provide the shield, the FCAW method that uses compressed gas is referred to as Gas-Shielded or Dual-Shielded Flux-Cored Welding. FCAW-G is the official designation.
A more complex example of a flux-cored wire is E71T-1C JH8, which decomposes as follows:
E-Electrode 7: Tensile strength, expressed in pounds per square inch (PSI), times 10,000, or 70,000 PSI in this instance. Take note of how MIG differs in that it utilizes two integers multiplied by 1,000.
1. The capacity to weld in any position
T: Tubular wire
1. This is a standard for wire usability. Options 1 through 14 are available. The rutile slag system of the wire is indicated by the number 1, indicating that the chemical additives are acidic. Although rutile coatings offer high weldability (low spatter, good arc quality, and control over weld puddles), their mechanical qualities are not thought to be as strong as those of a simple slag system.
C: This letter signifies that CO2 shielding gas is needed for the wire. (M would stand for a combination of argon and CO2 shielding gas.)
JH8: The final three codes are optional.
J stands for enhanced toughness, indicating that the electrode satisfies the necessary standards.
The maximum quantity of diffusible hydrogen that the wire may hold is indicated by the letter H8. For every 100 g of weld metal, less than 8 ml of hydrogen is allowed in this instance. The lower the number, the less hydrogen that may be present in the wire and, thus, the less likely it is that the final weld would shatter due to hydrogen.
Read about 4 Different Types of Mig Welding Gas with this detailed guide!
Considerations When Choosing MIG Welding Wires
The following are the factors used to consider choosing a MIG Welding wires as follows:
- Desired weld cleanliness: Solid MIG welding wires with shielding gases often result in a cleaner weld with significantly less spatter than flux-cored wires. Solid wire is more frequently utilized in these circumstances because, while scatter may not always damage the quality of the weld, it may need to be removed by further grinding, polishing, and finishing before painting or other surface treatments.
- Workpiece material: Different materials require different kinds of wire. While ER70S-6 wire has a deoxidizer and is used for mild steel that is polluted with corrosion or mill scale, ER70S-3 wire is frequently used for mild steel that is clean, oil-free, and rust-free.
- Environment: Flux-core wire is typically a superior choice in extremely windy or difficult outdoor settings. When welding in windy conditions, the gas used to shield solid MIG welding wire may be blown away, resulting in a lower-quality weld unless a wind screen is utilized. The metal is better protected under those circumstances because flux-core wire includes gasses that release when heated.
- Wire thickness: Generally speaking, thicker workpieces call for thicker wire. The typical wire used for most welding has a diameter of 035 inches, although it might not be sufficient for really thick metal parts. It could take several passes to get a strong weld.
- Weld unit power: The thickness that a MIG welding equipment can handle increases with its voltage and power. With less powerful MIG welding equipment, it is not a good idea to use thicker wire. The workpieces may not melt correctly and produce a high-quality weld as a result of the reduced total amperage and output. To find the maximum recommended wire thickness, always refer to the manufacturer’s specifications.
FAQs
What wire do you use for MIG welding?
The 6 reflects the chemical composition and shielding gas requirements. Solid wires that end in S-3 and S-6 are among the most commonly used in the industry for MIG welding.
What are the 2 types of MIG wire?
Primary Types of MIG Welding Wire
Flux-core wire and solid MIG welding wire are the two main types of MIG welding wire used in various applications. …
Flux-core wire is a special kind of welding filler material designed for metal inert gas (MIG) welding.
What does MIG welding wire do?
The wire electrode can be solid or cored with its diameter ranging between 0.6 mm to 1.6mm. It serves both as a heat source (via electric arc at the contact tip) and filler metal for the welding joint. The wire melts and is used in the welding process making it a consumable electrode.
What does MIG welding stand for?
Metal inert gas
Metal inert gas. Gas metal arc welding (GMAW), also known as MIG (metal inert gas) welding or MAG (metal active gas) welding, is a process in which an electric arc forms between an electrode and a metal workpiece, heating the metals and causing them to melt, and be joined.