
Oxy-fuel cutting was first used by ESAB in 1907. Oxy-fuel cutting is said to be the most economical method of cutting carbon steel. The ability to combine the procedure with waterjet or plasma on the same component is one of its biggest benefits.
In this reading, we’ll explore what oxyfuel cutting is, its application, diagram, characteristics, and how it works. We’ll also explore the advantages and disadvantages.
Let’s begin!
Learn about Laser Cutting with this detailed guide!
What is Oxy-fuel Cutting?
Oxy-fuel cutting is the method of cutting metals using a combination of oxygen and fuel gases. Propane, natural gas, acetylene, and a few other mixed gases are some of the fuel gases that are often utilised.
The method for cutting steel plates on CNC machines is very well liked; the metal is then exposed to an oxygen stream, which burns it into a metal oxide that emerges as dross from the kerf.
Application
These are the following application of oxy-fuel Cutting in Welding
- Extensively used for groove and bevel welding.
- Used in manual rough severing, scrap cutting, and automated contour cutting.
- Used in metallizing, cutting, bending, and flame hardening.
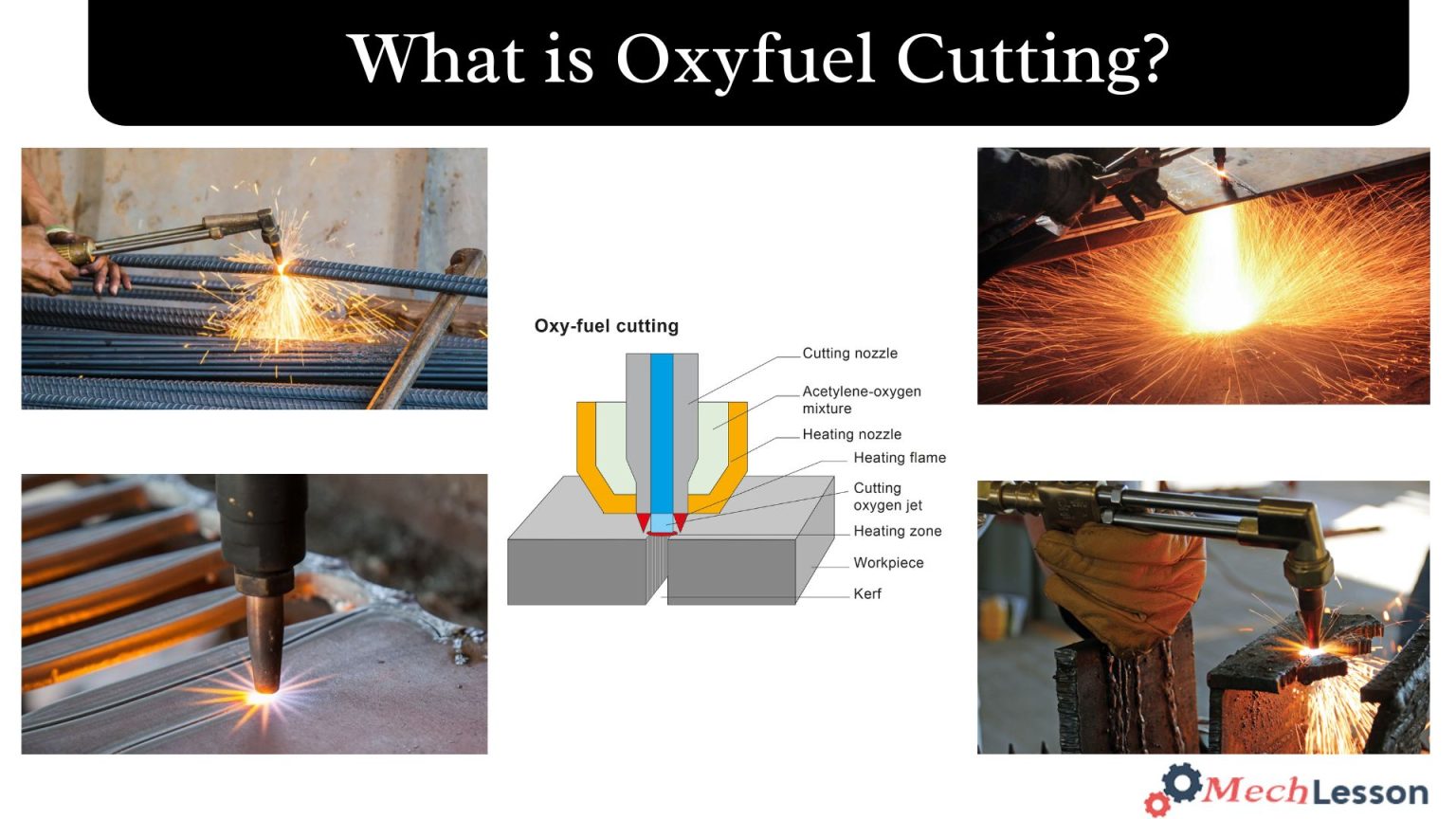
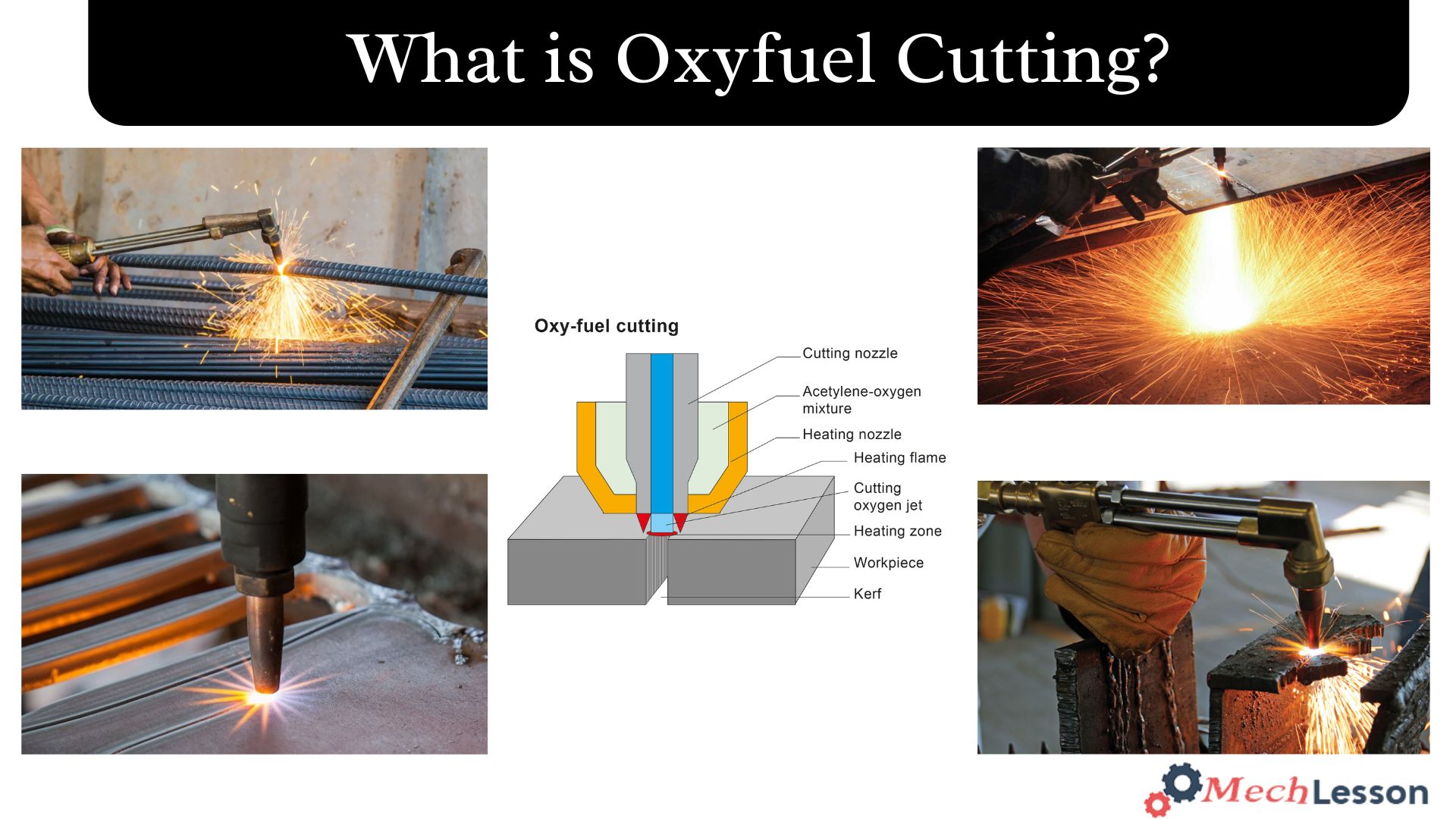
Diagram
Learn about Gas Welding with this detailed guide!
Characteristcs
A quality oxy-fuel cut has the following characteristics:
Material: Mild steel is cut using an oxy-fuel cutting technique. This oxygen cutting technique can only cut metals whose oxides have a melting point lower than the base metal. Otherwise, the metal forms a protective crust that stops the oxidation as soon as it starts. The aforementioned requirements are only met by mild steel and a few low alloys.
Wall thickness: Compared to plasma cutting, oxy-fuel cutting can cut through thicker walls. Due to the enormous quantities of energy required to achieve comparable thicknesses, plasma is unable to cut bigger barriers.
Cutting angle: Because of the oxygen beam’s concentration, oxygen-fuel cutting can cut at steeper angles up to 70°, whereas plasma cutting can only cut at 45°.
Straight cuts: When the angle is excessively steep, the plasma beam has a propensity to deflect. Automation might, however, make up for this deviation.
Prices: Compared to plasma cutting, oxygen cutting is a more cost-effective option. Compared to plasma cutting, the initial investment, consumables, and operational expenses are all lower. However, when taking into account 3D profiling in the heavy steel business, manufacturing rates are usually lower below a 20 mm wall thickness range.
How does oxy-fuel cutting work
Here are the basics of how the oxy-fuel cutting process works:
1. Preheat:
Prior to cutting, the steel must be heated using preheat fires to its kindling temperature, which is around 1800°F. As a result, steel reacts with oxygen more easily. The metal is heated using preheat flames produced by an oxy-fuel torch.
Within the torch, oxygen and fuel gas combine to create a highly combustible combination. To concentrate the combustible gas mixture into numerous tiny jets, the torch’s nozzle features several holes arranged in a circle. Outside the nozzle, this fuel-oxygen combination is ignited.
The nozzle tip is where the ensuing preheat flame develops. The preheat flame may be adjusted to achieve the maximum temperature in the smallest flame by varying the fuel-to-oxygen ratio. This aids in focusing the heat on a little portion of the steel plate’s surface that has to be sliced.
2. Piercing:
The plate’s surface reaches kindling temperature (about 1800°F) when the preheat flame is applied. After then, a fine, high-pressure stream of pure oxygen is directed at the heated region in order to break through the plate. This is referred to as “cutting oxygen.” A quick oxidation process starts as soon as the cutting oxygen stream strikes the hot steel.
Steel that has oxidised turns into molten slag. To enable the oxygen stream to pass through the plate, the slag must be eliminated. The oxygen stream is forced deeper into the plate based on its thickness. The molten slag is blasted out of the hole that has been punctured during this procedure.
3. Cutting:
The torch may be moved steadily to create a continuous cut once the oxygen stream passes through the plate. The procedure creates molten slag, which is blown to the plate’s bottom.
The plate’s surface, except the area directly in front of the cut, is warmed by the heat produced by the chemical reaction between the steel and oxygen. But without a preheated flame, this heat is insufficient to accomplish a cut. In order to provide heat to the plate while the torch travels, a preheat flame is employed throughout the cut.
Learn about Undercut in Welding with this detailed guide!
Advantages
These are the following advantages of oxyfuel cutting:
- In high accuracy and straight-edge quality.
- It can cut mild steel up to 4 inches thick.
- The edge starts and cuts steel 10 inches to 12 inches thick.
- It reduces time and labour with multiple torches.
Disadvantages
These are the following disadvantages of oxyfuel cutting:
- It cannot cut stainless steel under normal conditions.
- Slower cut speeds compared to plasma cutting.
- Warps thin material cutting.
- Difficulty producing holes smaller than steel’s thickness.
Learn about Orbital Welding with this detailed guide!
FAQs
What is the oxy-fuel cutting process?
It’s a thermal cutting process that uses pure oxygen and fuel gas to cut through materials, such as plate steel. Heat from an oxy-fuel cutting torch is used to raise the surface or edge of the steel to approximately 1800 degrees Fahrenheit. Oxygen is then directed to the heated area using a fine, high-pressure stream.
What gas is used for Oxy cutting?
Oxy-fuel cutting is a thermal cutting process that uses oxygen and fuel gas (such as acetylene, propane, MAPP, propylene and natural gas) to cut through materials.
Can you weld aluminium with oxy-fuel?
Oxy/Acetylene equipment needs to be used (not Oxy/Propane or Propylene). Apart from the use of a flux, gas welding aluminium is much the same in technique terms as gas welding mild steel.
What is oxyfuel cutting best used for?
Operations normally use oxy-fuel torches for cutting only ferrous metals or those containing iron, such as carbon steel. For the most part, they are not used for cutting cast iron, aluminum or stainless steel.