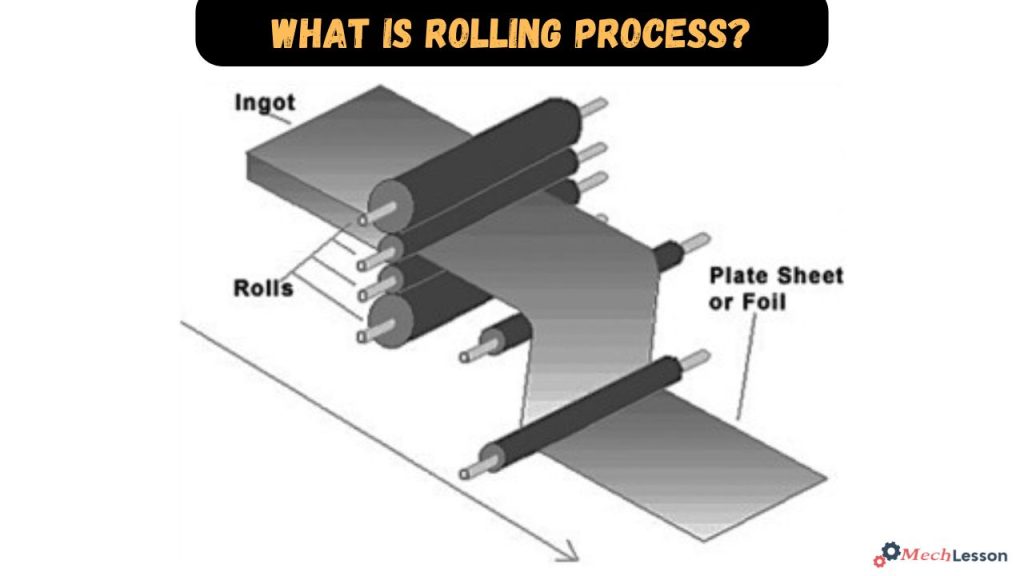
Rolling in metalworking is a metal-forming process that helps to reduce the thickness of metal and make the thickness uniform. The metal stock is passed through one or more pairs of rolls to reduce the material.
Rolling is classified according to the temperature of the metal rolled. If the metal’s temperature is above its recrystallization temperature, it is hot rolling. In contrast, it is known as cold rolling if the metal’s temperature is below the recrystallization temperature. In this reading, we’ll explore rolling, its applications, types, operations, and how it works. We’ll also explore cold and hot rolling in depth.
Let’s get started!
Learn about sheet metal with this detailed guide!
What is Rolling?
The process of rolling in metalworking involves passing metal stock through pairs of rolls to reduce thickness, uniformity, or mechanical properties. The temperature of the rolled metal determines whether it is hot rolling, which processes more tonnage than any other manufacturing process, or cold rolling, which processes the most tonnage out of all cold working processes.
Hot rolling processes more tonnage than any other manufacturing process, while cold rolling processes the most tonnage. Roll stands holding pairs of rolls are grouped into rolling mills, which can quickly process metal into structural steel, bar stock, and rails. Rolling processes include ring rolling, roll bending, roll forming, profile rolling, and controlled rolling.
Rolling can be defined as a metal-forming process in which metal pieces pass through some pairs of rollers in order to obtain a uniform thickness or reduce the thickness of the material. This is achieved in two ways: hot and cold rolling. in an application, the hot rolling processes are more tonnage than any other manufacturing process, and cold rolling processes are the most tonnage of all cold working processes.
The pairs of rolls are held on roll stands, which are grouped together into roll mills that easily process metal. Generally, steel can be rolled into various products such as structural steel (I-beams, angle stock, channel stock), bar stock, and rails. Well, some steel mills have rolling mill divisions that convert semi-finished casting products into finished products.
Rolling Mill
Rolling mills, originating in South Asia, were first introduced to England in 1590 by slitting mills. These mills passed flat bars between rolls to form plates of iron, which were then passed between grooved rolls to produce rods of iron. The first experiments at rolling iron for tinplate took place around 1670.
Major John Hanbury erected a mill at Pontypool in 1697 to roll ‘Pontypool plates’, black plate, which later began to be rerolled and tinned to make tinplate. The slitting mill was adapted to produce hoops and iron with half-round or other sections, subject to two patents of c. 1679.
Christopher Polhem, a Swedish engineer, mentioned rolling mills for both plates and bar iron, highlighting their ability to save time and labor. Thomas Blockley of England was granted a patent in 1759 for polishing and rolling metals, while Richard Ford of England was granted a patent in 1766 for the first tandem mill, which was used for hot-rolling wire rods.
You should also learn about metal finishing process with this detailed guide!
Applications
Hot rolling involves the production of sheet metal or simple cross-sections, such as rail tracks, for various applications such as truck frames, pipes, automotive clutch plates, water heaters, agricultural equipment, strappings, metal buildings, stampings, railroad hopper cars, guard rails, doors, and discs.
Cold-rolled steel is used in metal furniture, filing cabinets, tables, chairs, motorcycle exhaust pipes, computer cabinets, home appliances, steel drums, tubing, hinges, lighting fixtures, shelving, water heaters, metal containers, fan blades, frying pans, electronic cabinetry, lawnmowers, and construction-related products.
Types of Rolling Mills
The various types of rolling are two-high rolling mills, three-high rolling mills, four-high rolling mills, tandem rolling mills, cluster rolling mills, and
Two-High Rolling Mill
The two-high rolling mill is of two types: reversing mills and non-reversing mills. in the reversing mill, the rollers are both adjustable, and their rotations are made in two different directions. The work is done by passing the metal between the two rollers that rotate at the same speed but in the opposite direction.
It is often used in slabbing, plumbing, rail, plate roughing work, etc. In the non-reversing mills, the rollers revolve in the same direction and their direction cannot be reversed.
Three-High Rolling Mill
There are three rollers in this type of rolling mill that stand parallel to each other. These rolls are rotating in opposite directions, which allows the material to pass between the first and second rolls. The bottom roll rotates in the opposite direction of the second roll.
The machine is designed to roll both forward and in reverse, which is ideal for metal reduction and uniformity of the material.
Learn about galvanization with this detailed guide!
Four-High Rolling Mill
In this special type of rolling mill, four parallel rolls lay one after the other. in this design, the rotation of the first and fourth rolls occurs in opposite directions of the second and third rolls. These second and third rolls are smaller in shape and size but they provide rigidity where necessary.
They are also known as backup rolls. It is used in the cold rolling process of sheets, plates, and stripes and the hot rolling process of armor.
Tandem Rolling Mill
The Tandem Rolling Mills consists of a configuration of two or three strands of rolls arranged in parallel alignment. In the tandem rolling mills, the two or more sets of rolls in parallel alignment, which aid the continuous movement of the materials, help to decrease the thickness and make it uniform.
A continuous pass may be achievable through each component by altering the direction of the material. A variety of mill roll manufacturers supply high-quality tandem rolling mills to numerous industries.
Cluster Rolling Mill
A cluster rolling mill is a specialized variant of a four-high rolling mill, where each of the two working rolls is supported by two or more larger backup rolls designed to process hard materials.
in a cluster rolling mill, there are two basic rolls that receive pressure from backed-up rolls, which may be two or more rolls. These backed-up rolls are bigger than the two basic rolls, making them pass enough pressure to the small rolls.
It may be essential to utilize rolls with a minimal diameter yet significant length to attain the desired result. These mills are capable of rolling hard materials, such as stainless steels, titanium alloys, and nickel alloys.
Planetary Rolling Mill
This mill features a pair of robust backing rolls encircled by numerous smaller planetary rolls. This mill’s primary characteristic is its ability to hot-reduce a slab to coiled strip in a single pass. The operation necessitates feed rolls to facilitate the introduction of the slab into the mill, along with a pair of planishing rolls at the exit to enhance the surface finish.
American Steel focuses on the acquisition and distribution of rolling mills, coil processing, and equipment for tube, pipe, and metal forming on a global scale.
You should also learn about How Metals React to Weather Conditions and How to Resolve Them with this detailed guide!
Hot and Cold Rolling
Hot rolling
As earlier mentioned, in the metalworking process, hot rolling occurs above the recrystallization temperature of the material. Though, the recrystallization prevents the metal from work hardening. The material fed for rolling is usually large pieces of metal, like semi-finished casting products, such as slabs, billets, and blooms.
Products from continuous casting operations are usually fed directly into the rolling mills at a suitable temperature. However, in smaller operations, the material begins at room temperature, which must be heated.
This can be performed in a gas- or oil-fired soaking pit for larger workpieces and for smaller workpieces, induction heating is used. After the working of the material, the temperature is monitored to ensure it remains above the recrystallization temperature. Hot-rolled metals typically have little directionality in their mechanical properties and deformation-induced stresses.
Cold rolling
Unlike hot rolling, cold rolling occurs below the recrystallization temperature of the material, usually at room temperature. this increases the strength to about 20% higher through strain hardening and enhances the surface finish and also holds tighter tolerances.
Products that usually undergo the cold-rolled process include sheets, rod strips, and bars; these products are usually smaller than the same products that are hot-rolled.
This is because of the smaller size of the workpiece and their greater strength as compared to hot-rolled material. This process uses four-high or cluster types of mills for its working. Cold rolling cannot be used to perfectly reduce the thickness of a workpiece as much as hot rolling in a single pass.
Cold-rolled sheets and strips are available in various conditions, such as full-hard, half-hard, quarter-hard, and skin-rolled. The material thickness reduces by 50% in full-hard rolling, while others involve less of a reduction. Cold-rolled steel is then annealed to induce ductility in the cold-rolled steel, which is called a Cold Rolled and Close Annealed.
Skin rolling, which is also known as skin-pass, is used to produce a smooth surface and uniform thickness and reduce the yield point. Skin-rolled stock is usually used in subsequent cold-working processes where good ductility is needed.
Other shapes can be cold-rolled if the transverse dimension is relatively small and if the cross-section is relatively uniform. Cold rolling requires some shaping operations, usually along the lines of sizing, breakdown, roughing, semi-roughing, semi-finishing, and finishing.
You should also learn about heat treatment with this detailed guide!
How Does Rolling Work?
Rolling is carried out on a rolling mill and can be performed in two ways: hot and cold processes. The rolling mill consists of two more working rollers, supporting rollers, roll stands, a drive motor, a flywheel, a reducing gear, a coupling gear, etc. The rollers may be plain or grooved depending upon the shape of the product rolled.
The working of rolling is quite interesting but requires a skillful operator to use it. the process is achieved by stocking metal between some rotating rollers in the opposite direction. The gap between the rollers is smaller than the thickness of the part being worked. The metal is compressed by the rollers while simultaneously shifting it forward due to the friction at the roller interfaces.
As soon as the workpiece passes through the rollers, the operation is fully done. That is, the thickness of the work decreases while the length and width increase. Well, the increment in the width is insignificant and always neglected. The increase in the length is known as absolute elongation, while an increase in the width is known as an absolute spread. Also, the decrease in the thickness is called a draft.
Rollers in rolling mills may be plain or grooved depending upon the shape of the rolled product. Metals change gradually in shape as soon as they come in contact with the two rollers.
Rolling Lubrication
As friction occurs between the rolls and metal during the rolling process, lubrication plays a very important role. The friction is also useful as it is responsible for shifting the work forward between the rolls. That is why it is sometimes eliminated or reduced below an appropriate level, which makes it important to choose a suitable lubricant for a rolling process.
While performing cold-rolling on steel, it is necessary to use fluid lubricants that contain low viscosity, like paraffin. Paraffin is suitable for nonferrous metals like aluminum copper and their alloys, which helps to avoid staining during the subsequent heat-treatment process.
For hot rolling, lubrication might not be needed but the flood of water is used to generate steam and break up the scales formed. However, graphite grease is used as a lubricant.
Learn about stainless steel with this detailed guide!
Types of Rolling Operations
The various rolling operations include roll bending, flat rolling, ring rolling, controlled rolling, and forge rolling.
Roll Bending
The roll bending process is used to produce a cylindrical-shaped product from plates or steel metals.
Roll forming process, roll bending or plate rolling operation is perfect for producing parts with long lengths or in large quantities. It is a continuous bending process performed by placing a long strip of metal through a consecutive set of rolls which only aid the incremental part of the bend.
Flat Rolling
Flat rolling is the most basic form of rolling offering the starting and ending part of the material a rectangular cross-section. This material is fed between two rollers that rotate in opposite directions and the gap between the rolls is less than the thickness of the starting material.
this causes it to deform and the decrease in material thickness causes the material to elongate. The friction produced during the process at the interface between the material and rolls causes the material to be pushed through.
Ring Rolling
This rolling operation is a specialized type of hot rolling that aids the increment of a ring diameter. The starting material is a thick wall ring and the workpiece is placed between the two rolls known as an inner idler roll and a driven roll. The driven roll presses the ring from the outside. In this rolling process, the wall thickness decreases and the diameter increases as the rolling occurs.
The ring-rolling operation is often performed for railway tires, bearings, gears, rockets, turbines, airplanes, pressure vessels, and pipes. This is because the resulting grain structure is circumferential, which offers better mechanical properties.
Also learn about stainless steel finishes with this detailed guide!
Controlled Rolling
Controlled rolling is thermomechanical processing that integrates controlled deformation and heat treatment. The heat treatment is achieved from the heat that brings the workpiece above the recrystallization temperature, which makes every subsequent heat treatment unnecessary.
The various heat treatments include the production of fine grain structure and controlling the size, toughness, nature, and distribution of various transformation items like ferrite, pearlite, austenite, bainite, and martensite in steel. As well as inducing precipitation hardening and also toughness control.
All these are achieved by monitoring and controlling the entire process at an extreme level. The controlling includes the starting material composition and structure, the temperature of various stages, deformation levels, and cool-down conditions. This process is energy-saving and also offers better mechanical properties.
Forge Rolling
Forge rolling is a longitudinal rolling process that reduces the cross-sectional area of heated bars or billets by feeding them between two rotating roll segments. This optimizes material distribution for subsequent die-forging processes, allowing better material utilization, lower process forces, and improved surface quality.
Forge-rolled metal is also used for long-scaled billets, such as connecting rods, vehicle axles, crankshafts, and steering knuckles. Forge rolling has high productivity, high material utilization, good surface quality, extended tool lifetime, small tools, low tool costs, and improved mechanical properties due to optimized grain flow compared to die-forged workpieces.
Learn about stainless steel welding with this detailed guide!
Rolling Defects
The common types of defects in rolled metal include wavy edges cracks, zipper cracks in the center of the strip, edge cracks, and alligator cracks.
Wavy Edges Crack
These types of rolling defects can occur in different cases, which may be caused by the deflection of the compressive load or obtaining a thicker result when the middle portion of the rolling part is bent. When there is an imperfection in the roll gaps, variation occurs on the rolling sheets.
If the thickness varies along that the volume and width are constant, this may result in a shorter center than the edges. The edge portion might then be in compression and the center portion is in tension.
Zipper Crack in the Center of the Strip
This rolling defect is a type of wavy crack that occurs when there is uneven stress distribution on the strip. It appears at the centerline of the strip in the form of a zip; hence, it is named zipper cracks.
Edge Crack
The edge cracks occur in the hot rolling process when cooled, which is due to the excessive quenching effects on the strip. When excessive water is used to cool the edges, it may result in unflatness in the strips. As the friction force prevented the corners and increased the length of the center portion, the edges of the material got rounded off.
Alligator Crack
This is one of the defects that needs to be prevented; it appears as a crack on the metal. This crack separates the layers and increases the slab’s openings. The defect looks like the mouth of an alligator; thus, it is named alligator crack.
Learn about types of steel with this detailed guide!
Conclusion
Rolling is one of the most fundamental metal-forming processes used in manufacturing to reduce the thickness or change the cross-section of materials, primarily metals. It involves passing the material through one or more pairs of rollers under high pressure.
Rolling can be performed hot or cold, each offering specific benefits—hot rolling improves workability while cold rolling enhances surface finish and strength. From structural steel and sheet metal to automotive parts and appliances, rolling plays a crucial role in shaping materials efficiently and economically.
FAQs on Rolling (Manufacturing Process)
What is the rolling process?
Rolling is a metal-forming process where metal is passed through rollers to reduce thickness or alter its shape.
What are the types of rolling?
The main types are hot rolling and cold rolling.
What is the difference between hot and cold rolling?
Hot rolling is done above the metal’s recrystallization temperature and is used for large deformations; cold rolling is done at room temperature for better surface finish and strength.
What are the advantages of rolling?
High production rate, uniform thickness, improved mechanical properties, and low cost for mass production.
What products are made using rolling?
Steel sheets, I-beams, rails, pipes, automotive panels, and kitchen appliances.
What are common defects in rolling?
Common defects include wavy edges, cracks, surface scaling, and thickness variations.
What materials are commonly rolled?
Mostly metals like steel, aluminum, copper, and their alloys.