The resistance welding technique known as spot welding, which was first used in 1885 when Elihu Thomson unintentionally fused two copper wires together in an experiment, has become a standard welding procedure in manufacturing and assembly, particularly in the sheet metal fabrication and automotive industries.
Its suitability for automation is a major factor in its growing popularity, as robotic spot welding is incredibly fast and efficient.
In this reading, we’ll explore what spot welding is, its application, diagram & how it works. We’ll also explore the advantages and disadvantages.
Let’s begin!
Learn about Tack Welding with this detailed guide!
What is Spot Welding?
Spot welding, also known as resistance spot welding, is a kind of electric resistance welding that joins contacting metal surface spots by using the heat produced by the metal’s resistance to electric current. It is used to weld a variety of sheet metal goods.
The procedure clamps the sheets together while concentrating the welding current into a tiny “spot” using two shaped copper alloy electrodes. Electrodes apply pressure to hold workpieces together. The sheets are usually between 0.5 and 3 mm (0.020 and 0.118 in) thick.
The metal will melt and produce the weld if a strong current is forced through the area. The ability to provide a significant quantity of energy to the location in a brief period of time (about 10–100 milliseconds) is what makes spot welding so appealing. This enables the welding to proceed without overheating the remaining sheet.
The resistance between the electrodes, along with the current’s size and duration, define how much heat (energy) is supplied to the spot. The energy level is selected to correspond with the thickness, electrode type, and material characteristics of the sheet. Insufficient energy application will either fail to melt the metal or result in a subpar weld.
Excessive energy application will result in a hole rather than a weld, spew molten material, and melt too much metal. The ability to regulate the energy used to the location to create dependable welds is another advantage of spot welding.
Application
When welding specific kinds of sheet metal, welded wire mesh, or wire mesh, spot welding is usually utilised. Because heat transfers more readily into the surrounding metal, thicker stock is more challenging to spot weld. On a lot of sheet metal products, such as metal buckets, spot welding is clearly visible.
Although aluminium alloys may be spot welded, greater welding currents are necessary due to their significantly higher electrical and thermal conductivity. Larger, more potent, and more costly welding transformers are needed for this.
Spot welding is arguably most often utilised in the automotive sector, where it is nearly always employed to fuse sheet metal into a vehicle. Many of the industrial robots on assembly lines are spot welders, and they may also be fully automated (painting being the second main usage for robots).
Spot welding is also utilised at the orthodontist’s office, where metal “molar bands” used in orthodontics are resized using small-scale spot welding equipment.
Straps can also be spot welded to lithium-ion, nickel-cadmium, or nickel-metal hydride battery cells to create batteries. Thin nickel straps are spot welded to the battery connections to connect the cells. Spot welding helps prevent the battery from overheating, which could occur with traditional soldering.
Adequate accessibility must always be a part of good design practices. To guarantee high-quality welding, connecting surfaces should be clear of impurities, including scale, grease, and dirt. Generally speaking, excellent welds are not influenced by metal thickness.
Learn about Fricton Stir Welding with this detailed guide!
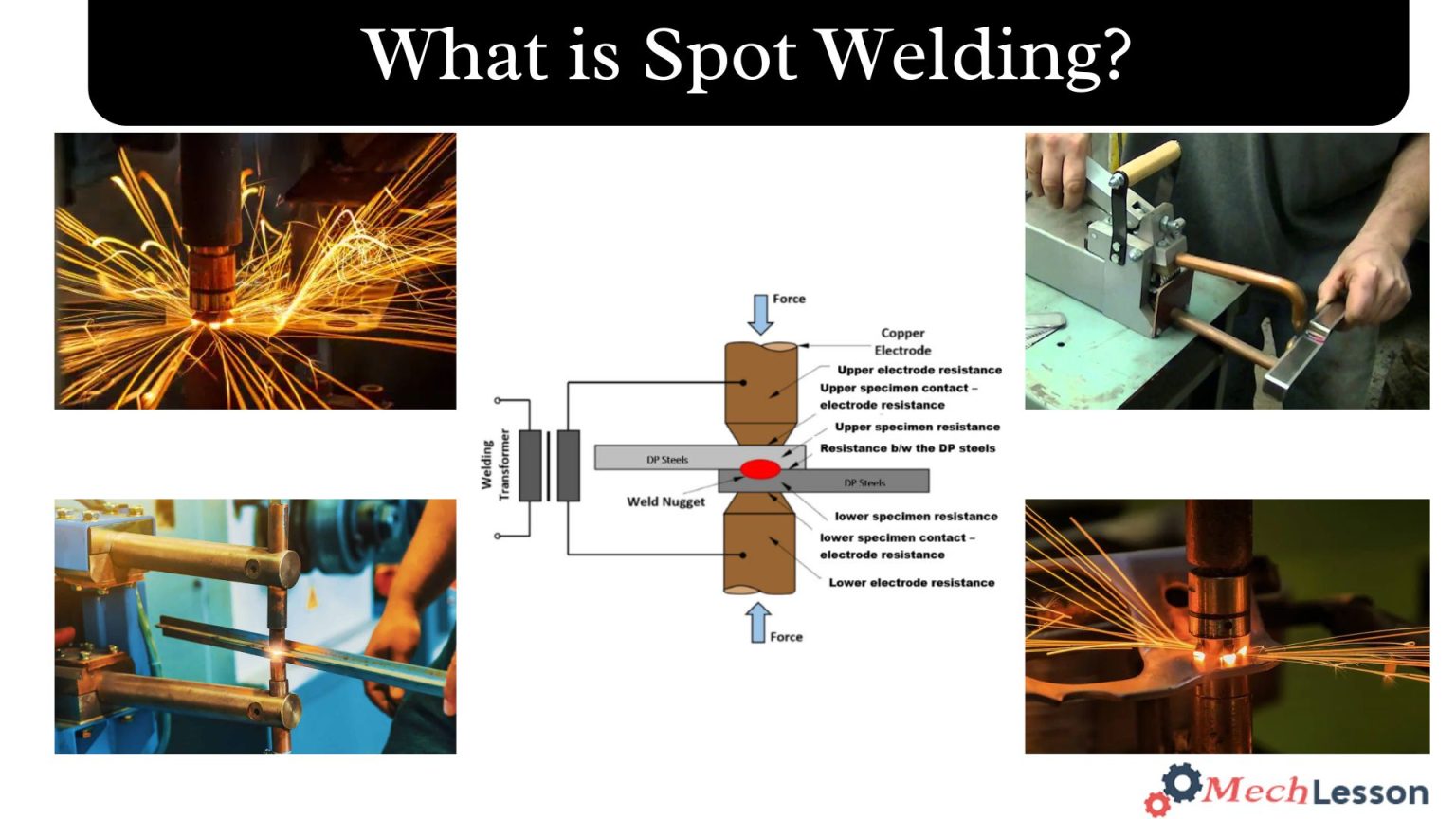
Diagram

How Spot Welding Works
Workpieces are initially placed in the overlapping position within the welding machine. Workpieces may be made of the same material or a different kind. After that, the electrode tip is positioned for welding. Additionally, before applying pressure, the top and lower electrodes must be exactly aligned.
Current flows via the electrodes after the workpieces are positioned correctly. The resistance of the workpiece generates heat (H=I2RT) and melts the welding region when the current flows from one electrode to the other with high power.
The melting points of the electrodes and the workpiece should be greater. Because it melts before the workpiece does, the joint fails due to its low melting point.
Learn about Aluminum Gas Welding with this detailed guide!
The thickness and material determine how long the current flows in the welding location. Cooling the welding spot comes next after the current has been sent for a predetermined amount of time. Until the workpiece is completely formed, the electrodes stay inside it and serve as support.
In this case, electrodes also aid in the joint’s heat loss. Electrodes are taken out of the workpieces and used at another welding spot once a tight union has been formed.
Advantages
These are the main advantages of spot welding:
• Strong, durable welds.
• Rapid, efficient process.
• Minimal distortion of workpieces.
• No need for consumable filler material.
• Suitable for various metals and alloys.
• Cost-effective, automated for mass production.
• Reliable, consistent results.
• Environmentally friendly with minimal fumes or waste.
Disadvantages
Spot Welding Process Limitations:
• Limited to thin materials.
• It requires precise electrode alignment.
• Its not suitable for welding dissimilar materials.
• It creates visible weld marks.
• It limited access to complex geometries.
• It requires electrode wear and maintenance.
• It is susceptible to coating and surface contaminants.
• Finally, it has high initial equipment costs.
Learn about MIG vs Stick Welding with this detailed guide!
FAQs
What is spot welding process?
Spot welding is a resistance welding process that joins metal surfaces together using an electrical current. Typically used to join sheet metal together, it uses the conductive properties of a metal combined with pressure to create a bond between the metal surfaces.
What are 2 advantages of spot welding?
Advantages of Spot Welding
Minimal distortion of workpieces. No need for consumable filler material. Suitable for various metals and alloys. Cost-effective and automated for mass production.
What is the problem with spot welding?
The spot weld nugget is generally hidden between two sheets, causing its inspection to be difficult and expensive. Undersized nuggets, brittle or cracked nuggets, and excessive indentation of electrodes reveal the lack of fusion between the parts that can make the weld substandard.
Is spot welding stronger than MIG welding?
MIG welding, while not as strong as TIG, still offers a robust joint suitable for many applications. Spot welding, while efficient and quick, does not provide the same level of strength and is best used in applications where high strength is not required.