
Although the word “welding bead” may seem straightforward, its meaning and function are essential to the welding industry. A welding bead is a demonstration of the welder’s ability, accuracy, and competence and is much more than just a line of metal.
Well, in this reading, we’ll explore what a welding bead is, its function, diagram, and types. We’ll also explore the main welding techniques.
Let’s begin!
Read about Undercut in welding with this detailed guide!
What is Weld Bead?
A weld bead is created by filling the joint between two pieces of metal. The type of beads you leave in the joint and the way the puddle moves will depend on how you move the torch. Filler material is melted into the workpiece at this point.
A “bead” is a single pass that the welding torch or electrode makes along a joint. It also describes the workpiece’s raised or beaded appearance brought on by the welded metal deposit. To create a bead, the welding torch or electrode passes along the seam multiple times. Every step of the process involves the addition of a tiny quantity of filler metal.
The size and shape of the beads can be influenced by the kind of filler metal used, the welding method used, and the welder’s level of experience. Generally speaking, a well-formed bead will have a fixed width and height and be evenly distributed.
Wire wheels are the typical stringer bead wheels and are recommended for surface preparation, root pass weld cleaning, and other cleaning procedures.
Functions
The following are the main functions of weld beads:
- Structural fitness: Welding beads ensure joint stability and successful bond penetration into base materials.
- Sealant: Solid beads act as a barrier for gases or fluids passing through the joint.
- Corrosion resistance: Beads act as a shield against corrosion, dependent on welding techniques and filler metal selection.
- Transfer loads: Beads distribute loads and forces throughout joints, preventing stress concentrations that can cause failure.
Read about Undercut in welding with this detailed guide!
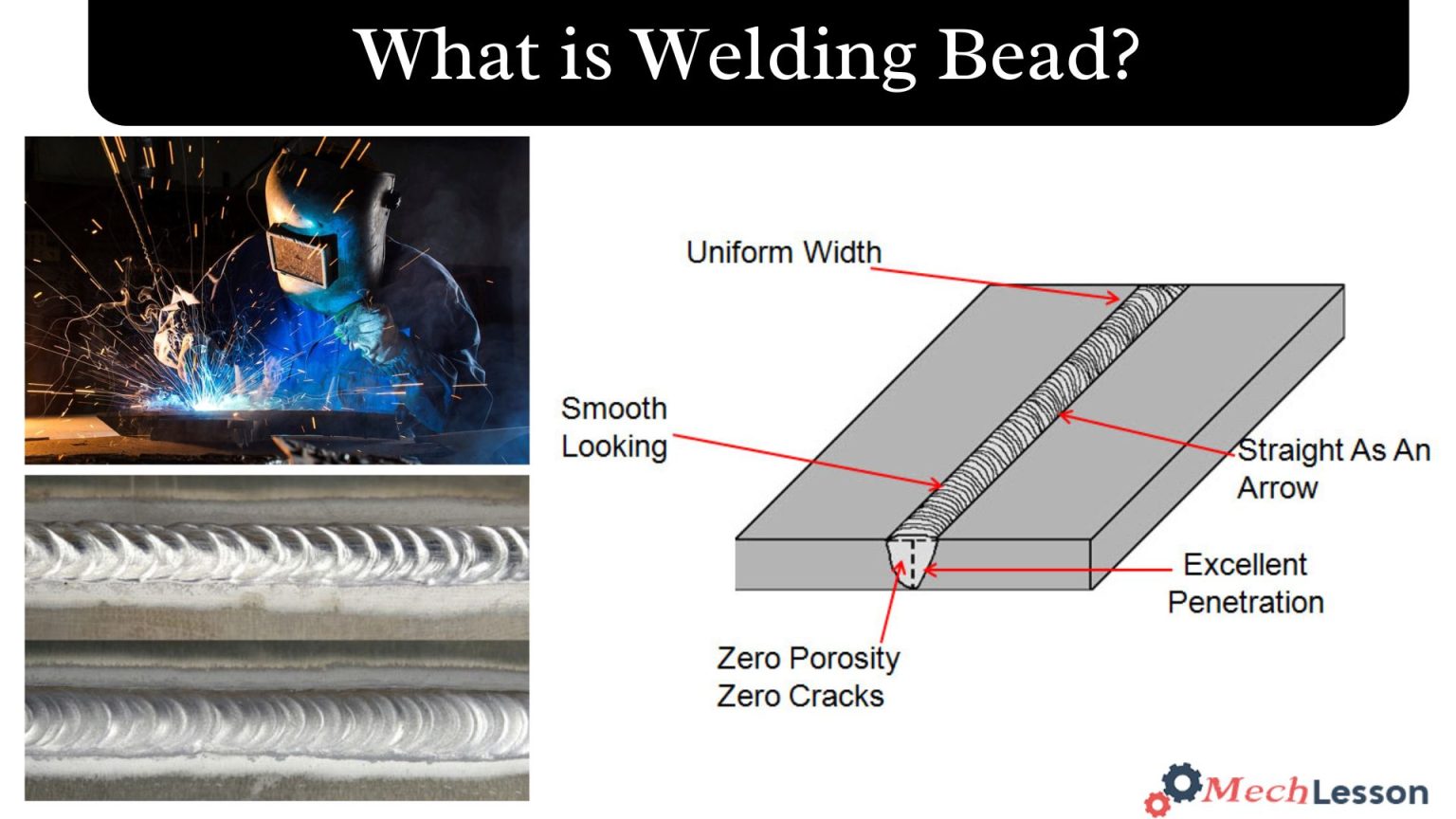
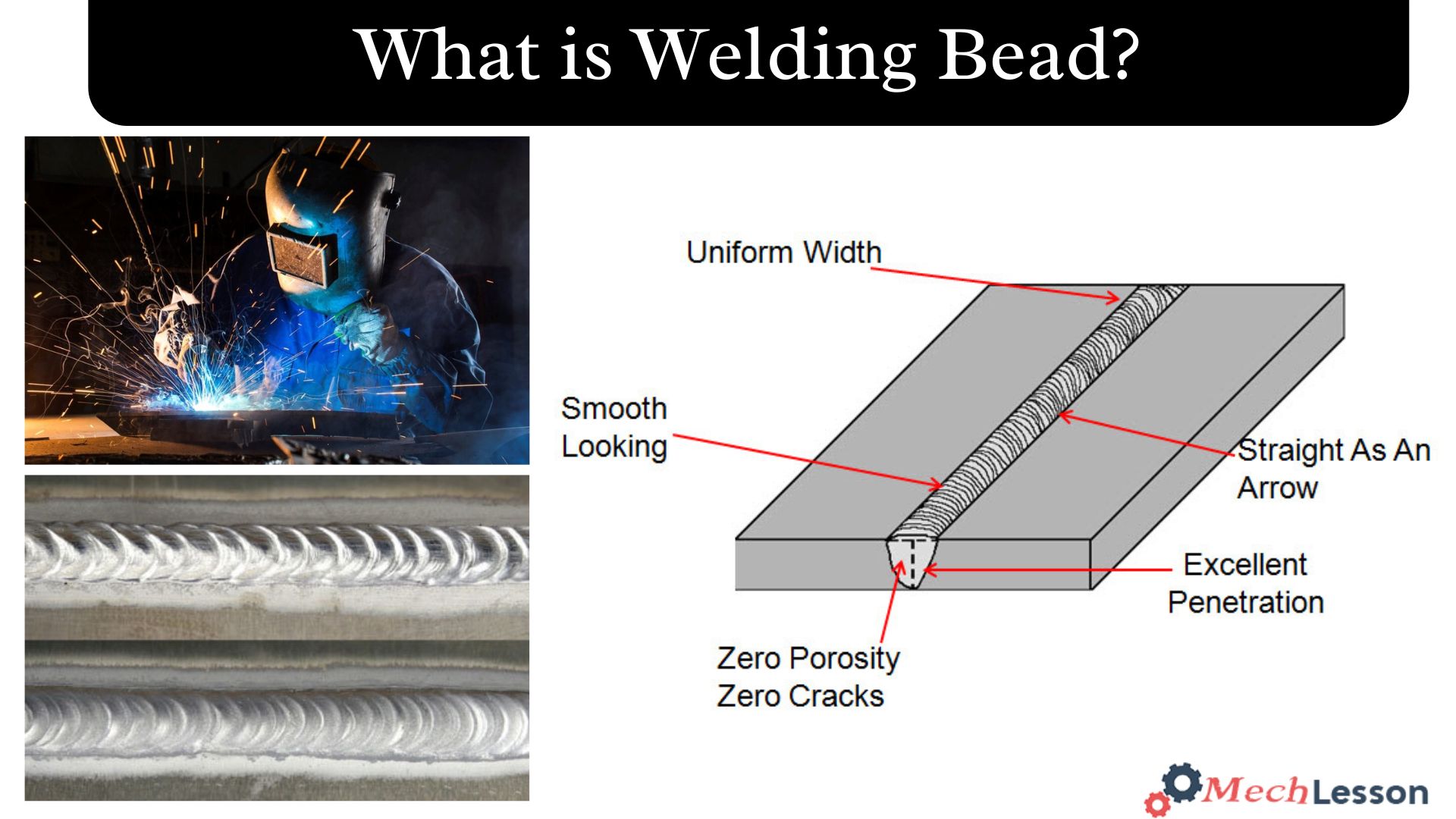
Diagram
Types Of Welding Bead
These are the following types of welding beads:
1. TIG welding beads:
In general, TIG welding beads resemble a “stack of dimes.” This is because, while the TIG arc is moving, the welder uses the other hand to add evenly spaced “dabs” of filler metal. When piled on top of one another, these blobs create a circle.
The weld’s appearance can be significantly impacted by the dabs’ timing. Dime spacing gets closer as the filler metal feeds more quickly, and vice versa. Because of the way they look, TIG welds may be among the most exquisite.
The “stack of dimes” appearance isn’t always present in TIG welds. Welders occasionally “go with the cup.” The cored wire lies here on the section that will be welded. As the TIG cup advances in his weld, the welder slides it back and forth.
Like placing cream cheese on a bagel, this will melt the filler rod and spread it around the weld. Pipe welders are especially fond of this method. To enhance the quantity of spatula used, two or three spatula sticks are occasionally used simultaneously. Consider using a “weave” rather than a straight weld to run the cup.
In general, TIG welding beads resemble a “stack of dimes.” This is because, while the TIG arc is moving, the welder uses the other hand to add evenly spaced “dabs” of filler metal. When piled on top of one another, these blobs create a circle.
The weld’s appearance can be significantly impacted by the dabs’ timing. Dime spacing gets closer as the filler metal feeds more quickly, and vice versa. Because of the way they look, TIG welds may be among the most exquisite.
Read about Butt Weld with this detailed guide!
The “stack of dimes” appearance isn’t always present in TIG welds. Welders occasionally “go with the cup.” The cored wire lies here on the section that will be welded. As the TIG cup advances in his weld, the welder slides it back and forth.
Like placing cream cheese on a bagel, this will melt the filler rod and spread it around the weld. Pipe welders are especially fond of this method. To enhance the quantity of spatula used, two or three spatula sticks are occasionally used simultaneously. Consider using a “weave” rather than a straight weld to run the cup.
2. MIG beads:
Since there are several methods for producing a quality weld, hardwire MIG is incredibly flexible. Pulling the puddle is preferred by some, while pushing it is preferred by others.
The strength of pushing vs pulling has long been up for dispute. The user does not have to draw their puddle since hardwire MIG does not require flux coating.
The adage “If there’s slag, you gotta drag” applies to welding. This is because slag usually becomes stuck in the weld when a stick rod or flux-cored MIG gun is moved.
Porosity results from this. The drag technique enables the slag to build on the rear of your puddle and solidify as you go when using flux-coated welding procedures.
A lot of MIG welders don’t employ patterns or weave. All you do is make a straight stringer bead. Using a weaving pattern can be advantageous for broader joints and vertical welding, even if this can produce a solid weld. It creates a flatter bead by spreading out the filler metal more.
The “MIG like TIG” fad is a relatively recent trend. Here’s where some MIG settings can produce a bead that resembles the previously stated TIG dimes. A unique technology with a low wire speed is also primarily to blame for this.
Because the low heat penetrates the metal considerably less than usual, these beads are not as robust. However, due of their neat appearance, they have become commonplace in off-road culture.
3. Stick welding beads:
Stick welds can have a variety of seam characteristics. The family of low hydrogen rods is incredibly adaptable. It is possible to draw a low hydrogen 7018 rod as a straight bead. Because they are thin and regular, these are referred to as “stringer” beads.
This is widely used for stick welding that is above, horizontal, and flat. Weave patterns are useful for vertical 7018 welds. The filler metal in the gouge can be distributed by the welder using a range of designs upward. Vertical tests make weaving considerably simpler, although occasionally CWIs only permit stringer passes.
Our preferred welding symbols reference chart is shown below. The size and design of your bead are determined by the icons that show the sort of weld that is needed.
Sticks composed of cellulose, such as 6010s and 7010s, require a unique “whip and pause” method. The final product looks like a beautiful TIG weld. The dime effect is still noticeable even though these welds often don’t look as well as a full TIG weld.
Using this method, the welder creates a dime by striking an arc that keeps the rod in position. After that, they’ll whip out and return to place the subsequent cent. 6010 cellulose sticks work well for open roots on pipes and plates because they can be pulled similarly to a 7018.
4. Flux Cored MIG Beads:
A lot of filler may be deposited quickly with flux core MIG, particularly dual shield. Simple stringers are used to run the majority of flux-cored beads. In order to control the puddle, vertical flux-cored welds often need to be weaved.
You may avoid a “drip” midway through your weld by weaving a flux-cored bead. At this point, the molten metal drips off your piece of material into the floor since the weld has become too hot.
Read about Arc Welding with this detailed guide!
Types of welding bead techniques
These are the main welding bead techniques:
1. Stringer beads:
Since there is less chance of carbide precipitation, stringer beads positioned parallel to the joint are employed when welding stainless steel pipes. All carbon and low alloy pipes should be sent in the vertical-fixed position using stringer beads. You drag your electrode directly across the seam to create a stringer bead.
Other than dragging or tugging, there is no weaving or movement. The opposite of a weaving bead is a stringer bead. Because the weld puddle is constantly in touch with the portion of the weaving bead created on the prior oscillation rather than the base metal, the weaving bead causes less dilution during surfacing.
2. Weave Beads:
Carbon and low-alloy steel can be rolled or fastened horizontally using weave beads, which are created by weaving the torch over the joint. It takes less time to finish the welds when weave beads are used in the rolling or horizontally fixed position.
As the name suggests, weave bead welding involves creating a weaving pattern to cover a greater area. This action is used for multi-pass welding, or creating cover welds over stringer beads. Put otherwise, this is used for stacking welds. When two or more welds are made on the same seam, this technique is employed.
Weld bead edge undercutting and inadequate fusing are two possible issues that might arise from subpar weaving procedures. According to normal welding technique specifications, weaving is often only permitted up to three times the electrode diameter thickness.
For example, if you are using an electrode that is 3.2 mm in diameter, you may only move it 9.6 mm at most.
The question in this situation is how we can innovate our welding procedure.
When done properly, the weaving gives the gases a bit more time to leave the molten pool when it freezes, preventing slag from becoming stuck and decreasing the likelihood of porosity.
Additionally, weaving facilitates improved fusing at the weaver’s margins. Depending on the weaving, the metal must be formed or strengthened along any required line.
Typically, the weaving volume is restricted to 2.5–3 times the diameter of the electrode core. Porous welds can be produced via extensive weaving. When welding alloy steels, weaving should be kept to a minimum since it weakens the weld metal with the original metal.
Read about Orbital Welding with this detailed guide!
FAQs
What is a bead in welding?
A weld bead is a rib or fillet formed when two pieces of metal are welded together. It results from the additional filler metal added to ensure good fusion and strength. On a butt joint, the bead will be raised above the surface. In a fillet joint, the bead will be flat at 45° or slightly convex.
What is weld bead size?
Weld bead size refers to the dimensions of this deposited material, including its width, height, and penetration depth. These dimensions are influenced by various factors such as welding parameters, joint design, and the welding process.
What is the difference between a weld pool and a weld bead?
As the welder moves the torch or the electrode along the joint, the weld pool solidifies behind it, leaving a trail of metal that is called the weld bead. The shape, size, and appearance of the weld bead depend on several factors, such as: The type and thickness of the base metal and the filler material.
What are the properties of weld bead?
You can define the following properties associated with weld beads.
Weld Material.
Weld Process.
Weld Mass per Unit Length.
Welding Cost per Unit Mass.
Welding Time per Unit Length.
Number of weld passes (the number of times required to deposit the correct amount of welding material)