A butt weld, also known as a butt joint, is a welding technique where two pieces of metal are placed end-to-end in the same plane and then welded along the joint, creating a strong, continuous weld.
In this reading, we’ll explore what a butt weld is, its application, process, diagram, types, benefits, and drawbacks.
Let’s get started!
Read about Plug Weld with this detailed guide!
What Is A Butt Weld?
Butt welding is one of the most basic and adaptable forms of weld joint designs. The process of joining two pieces of metal is as easy as positioning them end to end and welding them together. The butt joint is significant because it keeps the weld metal contained inside the planes of the connected workpieces, which ensures that their surfaces are parallel.
Unlike lap joints, workpieces are almost parallel and do not overlap. It is possible to make several kinds of grooves based on the thickness of the metal components. For thicker metals, groove preparation—also known as weld edge preparation—is required.
V, J, and U grooves are examples of different sorts of grooves based on their shape. Depending on whether full penetration or partial penetration welding is required, the groove design varies. There are various methods for doing groove welding, including automatic, mechanized, and human techniques.
Square butt joints are made from thin sheets that are typically welded without any preparation of the weld edge. It is possible to weld butt connections utilizing arc welding, resistance welding, high-energy beam welding, and even brazing.
Application Of Butt Weld
Butt welds are widely used in many different industries because of their adaptability and capacity to create solid, smooth connections between metal parts. The extensive usage of butt welds in these sectors emphasizes how crucial they are in creating dependable, seamless connections that satisfy the exacting specifications of various applications. Typical uses include the following:
- The automotive industry relies on butt welding for the assembly of chassis and body structures, among other components. It adds to the vehicle’s overall strength and security.
- Butt welds are frequently utilized in the construction of pipelines for the transportation of gases and liquids. Butt-welded pipe fittings provide structural integrity and stop leaks with their smooth connection.
- The usage of butt welds in structural engineering and construction ensures the stability and integrity of massive structures like bridges and skyscrapers.
- The shipbuilding industry relies on butt welds for the assembly of bulkheads, decks, hulls, and other metal components.
- Oil and gas, power production, and chemical processing are among the industries that frequently use butt welding to fabricate pressure vessels. Welded joints offer the required strength to resist internal pressure.
Butt Weld Process
Two pieces of low-quality metal are joined together, usually by attaching them to a wall or table. The metals will typically be spaced around 1/8 inch (3 mm) apart. After that, the welder creates a pool of molten metal by feeding the filler metal into the gap while creating an arc.
The pool is then slowly filled with additional filler as it is moved along the length of the joint. The purpose of the gap between the metals is to allow the molten metal to pass through the joining components. If the distance between the two metals is too small, there may not be enough metal penetration.
If the opening is too large, the seam on the back will be quite noticeable. The thickness of the metal has an impact on the level of penetrability as well. Metal objects greater than 3/16′′ frequently have one or both of their upper edges chamfered.
This could widen the hole and improve the flow of metal across the entire thickness of the material. However, if the metal parts are very thin, there may be no need to leave any space at all between them.
Read about Aluminum Gas Welding with this detailed guide!
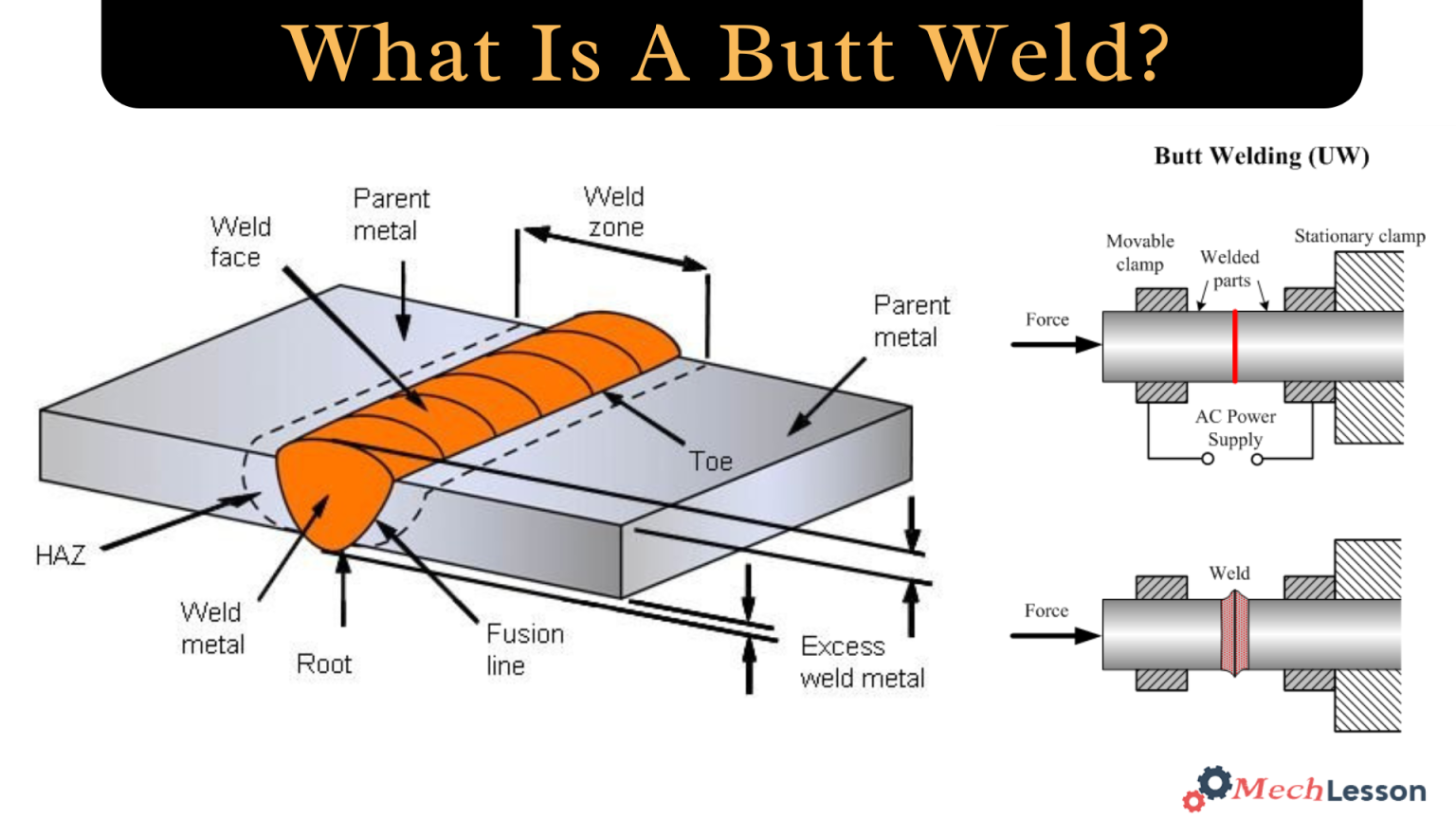
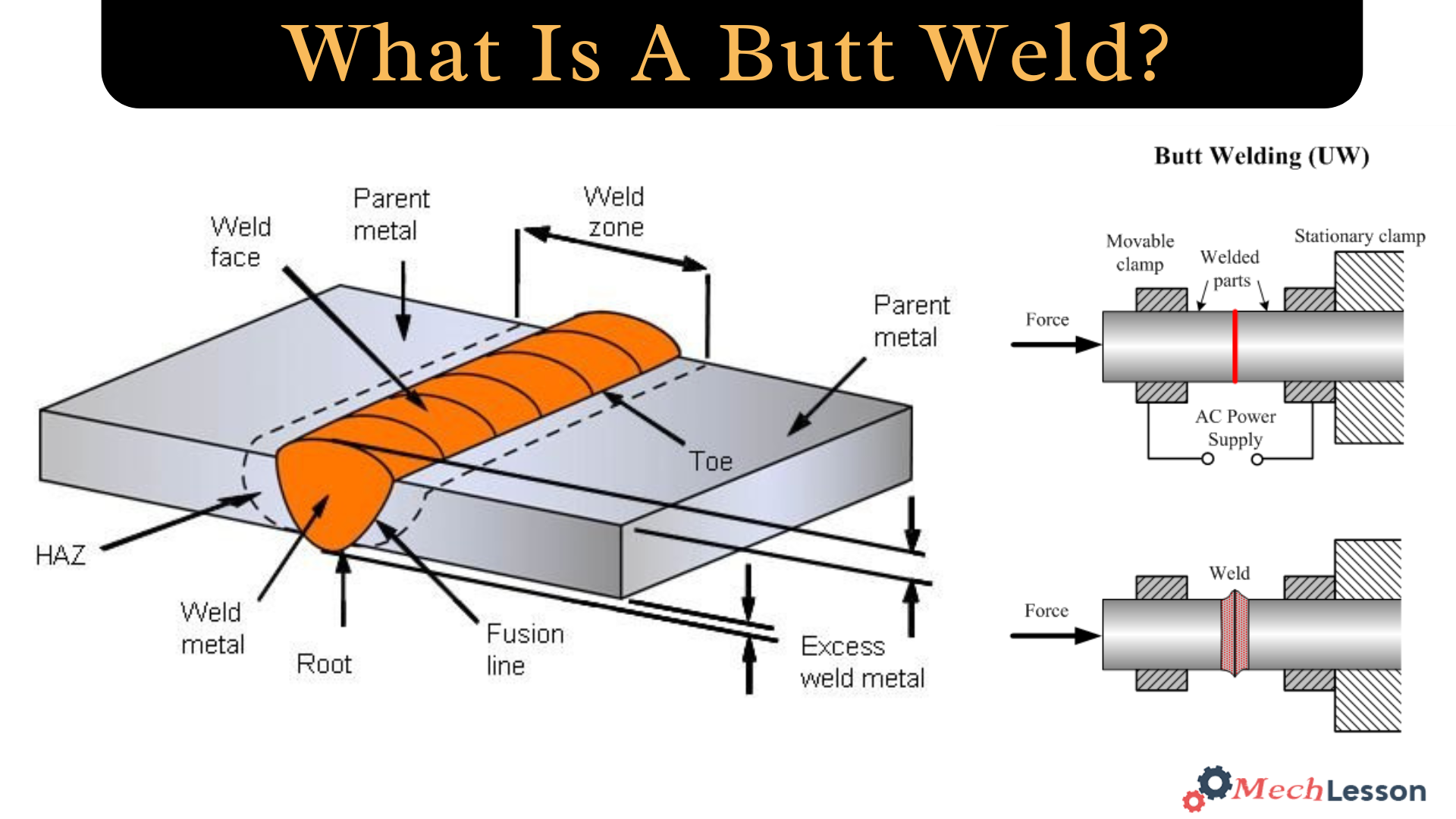
Diagram Of the Butt Weld
Types Of Butt Joints
Butt welding joints are classified into different types, each with its own unique shape. The joint, often called a square groove weld, can be used to join metal parts in a variety of ways and can support loads. Lap joints, tee joints, butt joints, and corner joints are only a few of the many types of joints.
Butt welds are joined end to end, while lap joints are joined by welding two sections together end over end. The width of the parent metal is used to connect the butt welds to each other. Butt welds can be square, single v, double v, single bevel, double bevel, single u, double u, single j, and double j, among other types.
While it is necessary to prevent distortions in a weld, doing so will reduce the likelihood of full penetration. You may use double welds like v, j, and u to get full penetration.
Types Of Butt Weld
Here’s a detailed explanatoin of the types of butt weld:
Square
Square-groove butt welds are the most straightforward joint design. If the weld connection is not strong enough to endure continuous stress, or if the metal is up to 3/16 inch thick, this method is used. Workpieces can have a root opening or be tightly fitted together, depending on the type of joint that is needed.
Read about Welding Spatter with this detailed guide!
The root opening, however, can be necessary, depending on the filler and metal. There has been no beveling, rounding, or other alteration to the edges. The weld is positioned in the center of the space between the butted stock pieces rather than rounded off.
Welding a square groove successfully requires that the base metal be in the same plane. Uniform gap continuity throughout the weld is necessary for root opening welding.
Single and Double V
A double bevel joint is comparable to the V groove butt weld design. If you bevel both pieces of material, a V-shaped gap will appear between them. It is the most common joint design and is the preferred method for butt welds because it allows maximal penetration.
The butt weld joint is the appropriate choice for materials thicker than 3/16 inches. One can fabricate the bevels with minimal effort. You can use a mechanical beveler or just a regular angle grinder to smooth off the metal’s edges.
However, for beveling edges thicker than 3/8 in, a plasma torch or an oxy-acetylene setup works faster. The V-groove joint design requires more filler metal. If unique metals are being used, the TIG alloy filler material will increase the project’s cost.
Due to the additional time and materials needed to prepare and fill the grooves, V-groove welds are more costly than single bevel and square butt welds. Every welding project may use these welds since they are the industry standard. Common applications include welding structural steel and pipes.
Single and Double Bevel
In order to produce a single bevel joint weld, the welder must bevel one of the metal plates to a predefined angle. The second piece of metal maintains its square edge. The thickness of the metal and the final bead’s size should both affect the bevel’s angle. A root aperture may make it easier to penetrate the squared metal piece.
Read about Plug Weld with this detailed guide!
Single and Double U
The U groove features a U-shaped gap between its components, as opposed to the V groove’s V-shaped gap. Without the proper equipment, it is difficult to achieve the necessary concave treatment on the edges. It is used when a price reduction is more crucial than broad applicability; however, it is less popular than the V groove.
Less filler material is required to fill the groove when the metal is ready for U-groove butt welding. But this configuration requires a skilled operator. It takes greater skill to control the weld puddle, arc, and filler material because of the skewed orientation of the joint.
Less filler metal may also result in less residual stress in the U groove. Furthermore, the weld will be more resilient to cracking and distortion. There will also be a reduction in the cost of any heat treatment that is required to ease stress.
Single and Double J
Just as the joint design of a single bevel is “half” of the V groove, the J groove is “half” of a U groove. It is equally difficult to make and weld and serves the same purpose as the U-groove butt joint. You need to be very good at it, and it will only save you money if the extra money you spend on tools and work is more than the money you save on filler metal.
Weld the J groove butt joint horizontally with the perpendicular edge on the bottom. An expert welder is still needed to place the electrode at an angle into the groove and raise it toward the vertical face.
Read about Tack Welding with this detailed guide!
Benefits Of Butt Weld
Butt welds offer several benefits, including:
- High Strength
- Smooth and Flush Joint
- Versatility
- Efficient
- Reduced Material Waste
- Easy to Inspect
- Cost-Effective
- Adaptable to Different Materials and Thicknesses
Drawback Of Butt Weld
While a butt weld offers some very interesting benefits, it still has some drawbacks:
- Requires Careful Preparation
- Limited Repair
- Difficult with Small or Large Materials
- Time-Consuming
- Sensitive to Faying Surface Conditions
- Potential for Distortion
- Welding Geometry Limits Uses