Welding defects are irregularities or unwanted occurrences on a weld joint due to incorrect welding patterns or wrong welding processes. Defects can arise during the welding process, either inside or outside the weld metal. The study aimed to prevent various types of defects.
We classify different types of welding defects into two categories: internal and external welding defects. After the operation, we expect to carry out a welding inspection. Well, in this reading, we’ll explore what welding defects are, their causes, types, and remedies.
Let’s Get Started!
Related: What is Welding, its Diagram, & How it works
What are Welding Defects?
Welding defects are unwanted occurrences or irregularities as a result of poor welding, which weakens the joint. This is when the welding is not up to standard and may occur in the form of discontinuity or material properties.
The most common causes of welding defects are either material selection, incorrect welding patterns, welder skills, or machine settings.
Welding voltage, current, and speed may also be the cause of the defects. Restarting the process is a common fix for welding defects; sometimes, the metal can be repaired.
Causes of Welding Defects
Welding defects can occur due to various factors, impacting the quality and integrity of a welded structure. Common causes include porosity, cracking, incomplete fusion, undercutting, overlapping, and slag inclusions. Porosity occurs when gas pockets become trapped in the weld pool, often due to contaminated materials or insufficient shielding gas.
Cracks are caused by rapid cooling or improper welding techniques. Incomplete fusion occurs when the weld metal fails to fuse with the base materials, often due to inadequate heat input or incorrect welding angles.
Undercutting results from material melting away from the weld edges, while overlapping occurs when the weld metal overflows onto the base metal without proper fusion. Slag inclusions are often caused by improper slag removal or inadequate cleaning of the base metal.
Welding mistakes can be hazardous in structures and materials, causing reduced structural strength, increased repair or replacement costs, and increased maintenance costs. These defects can also lead to health and safety hazards, as cracks can allow hazardous materials to escape, causing structures and materials to fail.
Related: What is Welding Ventilation? Its Types & Their Examples
What are the Types of Weld Defects?
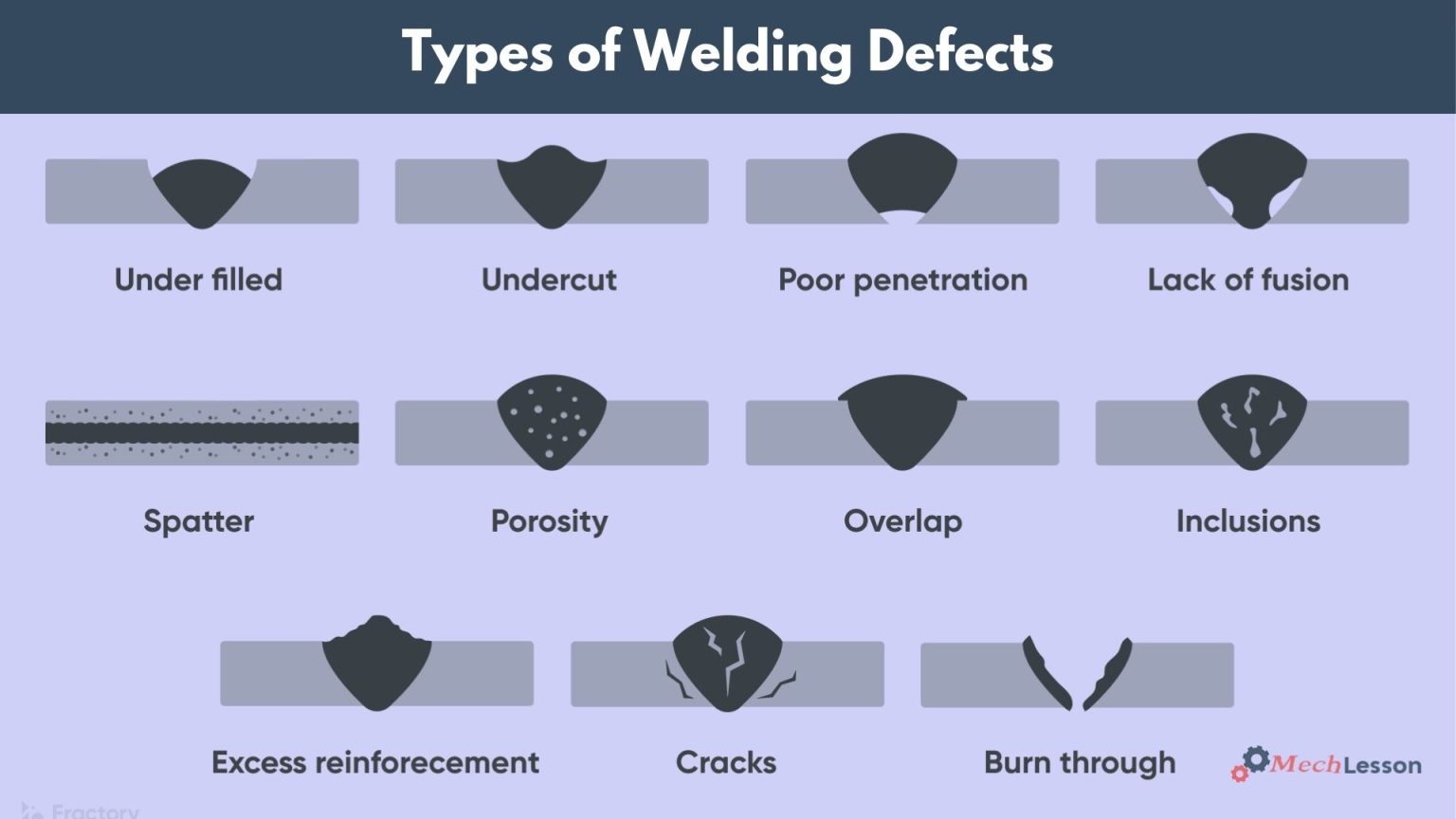
The various types of welding defects are slag inclusion, incomplete fusion, necklace cracking, incompletely filled grooves, incomplete penetration, weld cracks, undercuts, spatter, porosity, overlap, craters, spatter, warpage, and burn-through. These defects are classified as internal and external defects.
1. Slag inclusion
The occurrence of this defect affects the toughness and metal weldability of the material. It also decreases the structural performance of the weld material. Slags are formed on the surface of the weld. It is caused if the density of the welding current is very small, as the required amount of heat is not obtained for melting the metal surface.
It can also be caused if the edge of the weld surface is not properly cleaned and if the welding speed is too fast. Slag defects will occur if a proper welding angle is not used and the rod has an improper travel rate.
The remedies for slag inclusion are increasing the current density and cleaning the weld edges. The previous slag on the weld layer should be removed and it should have a proper electrode angle and travel rate. Finally, the welding speed is adjusted so that the slag and weld pool do not mix with each other.
2. Incomplete fusion
These types of external welding defects occur when the welder does not perform the weld accurately. This causes the metal to pre-solidify, leading to the unfilled gap. It is caused when the weld pool is very large and runs ahead of the arc due to low heat input.
Incomplete fusion also occurs when the angle of the joint is too low and the bead position is improper. It also occurs due to an incorrect electrode and the torch angle.
Remedies for incomplete fusion include reducing the deposition rate, increasing the welding current, and decreasing the travel speed. Increasing the joint angle and positioning the bead properly can also prevent incomplete fusion.
Related: Welding Terms And Meaning You Should Know
3. Necklace cracking
Necklace cracking occurs in electron beam welding where the weld does not penetrate properly. Where the molten metal does not flow into the cavity. it occurs when improper welding technique is employed and when using high-speed electron beam welding.
Necklace cracking often occurs in materials such as nickel-base alloys, stainless steel, carbon steel, and tin alloys.
Necklace cracking can be prevented by using the proper welding technique and using constant speed during the welding process. it can also be prevented by using proper materials for welding.
4. Incompletely filled grooves or incomplete penetration
These types of external welding defects occur only in butt welds where the groove of the metal is not filled completely. Incomplete penetration occurs due to the less deposition of the weld metal and when Improper welding technique is implied. It can also occur when the improper size of the electrode is used.
The remedy for the incompletely filled groove is to use the proper electrode size and welding technique. It can also be prevented by more deposition of the weld metal.
5. Weld crack
Weld cracks, a type of welding defect, can appear in the fused zone or heat-affected zone due to factors such as the contraction of the solidifying metal and grain growth. These cracks can be classified as cold cracks, solidification cracks, and reheating cracks. The most serious type of welding defect is a weld crack, which is not accepted by all industry standards.
There are different types of cracks depending on the temperature at which they occur. Hot cracks can occur during the welding process or during the crystallization process of the weld joint, with temperatures rising over 10,000°C.
Cold cracks, which appear after the weld has been completed and the metal temperature has decreased, are more common in welding steel due to deformities in the steel structure.
Crater cracks occur at the end of the welding process before the operator finishes a pass on the weld joint. Causes include hydrogen use, residual stress from solidification shrinkage, base metal contamination, high welding speed but low current, no preheat before starting welding, poor joint design, and high content of sulfur and carbon in the metal.
Remedies for weld cracks include preheating the metal, providing proper cooling, using proper joint design, removing impurities, using appropriate metal, welding a sufficient sectional area, using proper welding speed and amperage current, and ensuring proper filling of the crater.
Related: What is Welding Bead, Its Functions and Types?
6. Undercut
Undercut defect is when the part of the base metal melts away from the weld zone, which forms a groove in the shape of a notch. This reduces the fatigue strength of the joint.
Undercut welding defects are caused when the arc voltage is very high and if the wrong electrode is used. This defect can also occur if the angle of the electrode is wrong or if a large electrode is used. High electrode speed can also cause this defect.
The remedies for undercut welding defects are to reduce the arc length or arc voltage. The diameter of the electrode should be small and the travel speed of the electrode should be reduced. It can also be prevented by keeping the electrode angle from 30 to 45 degrees.
7. Spatter
Spatter is the small metal drops deposited from the weld to the surface of welded metal. This phenomenon is caused when the welding current is too high and the polarity is incorrect. Improper shielding gas can also cause spatter welding defects when the arc is longer.
Spatter can be prevented by reducing the arc length and the welding current. It can also be prevented by increasing the plate angle and using the proper shielding gas. One distinct remedy for spatter is by using the right polarity, according to the condition of the welding.
8. Porosity
Porosity defects occur as gas or small bubbles get trapped in the welded zone. This can occur when the electrode is not properly coated or when the base metal has rust or oil on its surface. This defect is also caused when the arc is longer and when the welding current is high.
The remedy for porosity defects is by selecting the proper electrode and decreasing the welding current. It can also be prevented by using a smaller arc and by slowing the process to allow the gases to escape. Finally, by cleaning oil or removing rust from the surface of the base metal.
9. Overlap
Overlapping occurs when the weld face extends beyond the weld toe, which causes the metal to roll and form an angle less than 90 degrees. Improper welding techniques and high welding current can cause this defect. It can also be caused when a large electrode is used.
The remedies for overlap welding defects are using proper welding technique, less welding current, and a small electrode.
Related: What is Welding Spatter? Its Causes & How to Prevent It
10. Crater:
Crater occurs when the crater is not filled before the arc is broken. The outer edges cool faster than the crater, causing stress and then forming a crack. Crater defect is caused by using a large electrode, an incorrect torch angle, and an Improper welding technique.
The crater is prevented by using a proper welding technique, using a small electrode, and using a proper torch angle to reduce the stress on the metal.
11. Spatter
Spatter, a common issue in gas metal arc welding, occurs when molten particles from the weld bead project onto the surrounding surface. Small particles from the weld attach themselves to the surrounding surface, causing instability in metal transfer.
Causes include high running amperage, low voltage setting, steep electrode work angle, surface contamination, long arc, incorrect polarity, and incorrect wire feeding. To minimize scatter, clean surfaces, reduce arc length, adjust weld current, increase electrode angle, use proper polarity, and ensure no feeding issues.
12. Warpage
Warpage is an unwanted change in the shape and position of welded parts due to incorrect heat usage. Causes include incorrect torch angle, large electrode use, and improper welding technique. Remedies include using a proper torch angle and a small electrode to reduce stress and decrease craters.
13. Burn Through
Burn-through occurs when the weld metal penetrates the base parts during welding, often due to large root openings or excessive voltage. Causes include high welding current, extreme gap to the root, and insufficient root face metal. Remedies include maintaining proper root gap and controlling welding current, and in some cases, removing and re-welding the hole.
Related: 15 Different Types of Welding and Their Uses
How To Identify Weld Defects
Welding defects can be detected through testing methods, such as nondestructive testing and destructive testing. Non-destructive testing observes discontinuities in the weld without damage and is essential in high-speed production.
It can be performed using visual inspection, liquid penetrants, magnetic particles, eddy currents, ultrasonics, acoustics, emissions, or radiography.
Destructive testing, on the other hand, involves subjecting finished projects to strenuous methods until they reach their limits. Some cases require both nondestructive and destructive testing to reduce weld defects in production.
Examples of destructive methods include acid etch, guided bend, free bend, back bend, nick break, and tensile strength.
Conducting Weld Quality Test
To ensure the satisfactory performance of a welded structure, the quality of the welds must be determined through adequate testing procedures. Welds are proof tested under conditions that are similar to or more severe than those encountered in the field.
Visual inspection is a non-destructive testing (NDT) approach that involves evaluating the weld without causing damage, saving time and money. It includes methods such as remote visual inspection (RVI), x-rays, ultrasonic testing, and liquid penetration testing.
In most welds, quality is tested based on the function for which it is intended. There are several ways to tell if a weld is correct: distribution, waste, porosity, tightness, leak-proofness, and strength.
Distribute the weld material evenly between the two joined materials. Porosity indicates that the base metal was dirty or had an oxide coating, while tightness indicates a weld problem. Leak-proof is a sure-fire way to see if there is a problem, and strength is essential for most welds to demonstrate the required strength.
Visual Inspection
Visual inspection is the most common method of weld quality testing, where a weld is examined with the eye to determine surface discontinuities.
Advantages of NDT weld quality testing include being inexpensive, low-cost equipment, no power requirement, quick identification of defects and downstream repair costs due to issues that weren’t caught early, and no power requirement.
Disadvantages include inspector training, excellent eyesight required or corrected to 20/40, potential misses in internal defects, and openness to human error.
Visual Weld Quality Testing Steps include practicing and developing procedures for consistent application of the approach, inspecting materials before welding, welding quality testing when welding, inspection when the weld is complete, marking problems and repairing the weld, and checking electrodes for size, type, and storage.
After welding, inspections should be conducted against code and standards, finish and contour, cracks against standards, overlap, undercut, and determine if spatter is at acceptable levels.
By following these steps, we can ensure the satisfactory performance of our welded structures and minimize the risk of injury and inconvenience to personnel.
Related: What is Welding Spatter? Its Causes & How to Prevent It